
Study the Effect of Spacer on the Quality of Roving and Yarn
Md. Abu Aslam Reaz Khan,
Md. Akramul Islam,
Md. Abu Taher, Md. Aslam Parves,
Department of Textile Engineering
University of South Asia (UniSA)
ABSTRACT
Producing 100% fault-free yarn is the objective of a spinner but it is impossible to produce such yarn due to various constraints related to fibre and process. But a spinner can reduce the faults of yarn by optimizing different factors in different stages during yarn production.
Actually staple yarn manufacturing is a very sensitive technology because of complications of involving so many stages where a small part of machinery can play a significant role to the end product i.e. yarn. Spacer is such a small element that decides the spacing between the two aprons in front drafting zone in simplex and ring frame. But it has great effect on unevenness (U%, CV%), imperfections (thick, thin, neps) and hairiness of the product which is a common complain of the customer. If the spacer is too narrow, it disturbs the smooth fiber flow and if the space is too wide then the fibers move in the drafting zone in uncontrolled manner. Both of these cause in increasing unevenness and imperfections. Hence the spacing between two aprons should be optimized by proper selection of spacers.
The machine manufactures sometimes give the recommendation for the use of spacer according to the yarn count. But often the optimum quality is not obtained by using spacers recommended by manufacturers. We selected the topic of our project work to study the quality of roving and yarn in order to find out the actual spacer for a particular roving and yarn count.
LITERATURE REVIEW
Literature Review
The ability of the spinner to keep the imperfections low and in turn reduce the yarn irregularities is gaining much importance in this era of stringent quality norms. When mechanical faults were not kept low to a minimum, drafting irregularities rise mainly due to uncontrolled movement of fibers in the drafting zone. As the pressure between the aprons in the drafting zone is controlled by spacer, in turn it governs the degree of control exercised on the floating fibers and this ultimately has influence over the drafting irregularities.

Evenness and total imperfection could be improved by closing down the apron spacing. SKF recommends smallest possible spacer for all the counts. It is, however, often necessary to use a wider spacer for a coarser count. If there are undrafted places in the yarn when it leaves the front rollers, the break draft should be increased. Total draft will, however, remain unchanged after the break draft has been increased.
The top aprons are forced upon the lower aprons by spacing pressure. The intensity of fiber clamping and thus fiber guidance depends upon this pressure and also upon the distance between the two aprons. The pressing effect should be considerable but not too high otherwise it is impossible to achieve controlled drawing of fibers out of the clamped strand. The arrangement must permit precise adaptation of the minimum distance to the fiber volume.

In order to be able to maintain this closely defined minimum distance between the aprons of variable height are replaceable inserted between the nose bar of the lower aprons and the cradle edge of the top aprons at the exit opening.
These distance pieces are given various names by various manufacture such as:
- Spacers (Rieter),
- Distance clips (SKF), and
- Cradle spacers (Suessen).
The correct distance piece to use can be determined within a broad range from tables provided by the manufacturers but fine setting have to be established by experiment.
Spacer:
Plastic elements which maintain space between two aprons is termed as spacer.


We can also say wider the cradle opening, lesser will be the control of fibers between aprons leading to thick place in the yarn.
The distance between the lower edge of the top cradle and bottom apron nose bar determines the distance between the top and bottom aprons. This in turn determines the intensity of pressure applied to the fibers. This distance, which is introduced by means of special component, is called ‘Spinning Spacer’.
Long bottom aprons have the advantage in comparison with short ones that they can be easily replaced on the event of damage and there is less danger of choking with fluff.

In double apron drafting system, two revolving aprons are driven by the middle roller from a fiber guiding assembly. In order to be able to guide the fibers, the upper apron must be pressed with controlled force against the lower apron.
For these purpose a controlled spacing (exit opening) preciously adapted to the fiber volume is needed between the two aprons at the delivery. “Spacer” or “Distance clip” sets the spacing.
Cradle gauge in ring frame contributes to 60%-80% incidence of thick and thin places and slubs in the yarn. Wider the cradle gauge, lesser will be the control of fibers between aprons.

Under identical spinning conditions, the spacer will normally be wider for synthetic aprons than for the leather aprons. This is because with a synthetic apron the fibers will offer greater resistance to forward movement than with a leather apron using the same spacer. With widened apron spacing, a progressive deterioration in regularity and strength of yarn was noticed, but the effect was more noticeable only with higher break drafts.
A formula has been derived to compute the spacer number to obtain optimum yarn quality. In this formula, two new terms namely ‘Spacer Factor’ and ‘Divider’ are used.
The formula is given below
Spacer number for Ring frames = {8.233 / (Spacer factor x Divider x Ne)}+2.03
Where,
Spacer factor = (Micronaire value)/(Maturity coefficient x 50% Span length(mm))
And
Divider = (Roving hank x Break draft in Ring frame) + (0.96 / Roving frame)
The very purpose of introduction of apron drafting is to have an adequate short fiber control during drafting process. These short fibers are to be carried with full control along the surface speed of the second roller as close as possible to the nip and passed forward. Until the fiber is gripped at the front nip, it is expected to be under the full control of the apron during its forward movement.
Thus a positive apron control is governed by shore hardness. Any deviation of the apron control from the optimum values will lead to a distorted drafting process.

Properties of ring spun yarn with different spacers and shore hardness combinations:
Effect of spinning spacers on actual count:
Increase in the spacer size leads to a small variation in the actual count. However, the minimum variation is found at the actual spacer number on demanded count. The count CV% decreases and reaches to the minimum value for 3.0-mm spacer. If we increase the spacer number gradually the actual count also increases.
Effect of spinning spacers on strength:
The spacer opening seems to have a more impact on yarn strength. It is observed that the yarn strength decreases to the minimum value with the spacer 3.5 mm. Therefore, 2.5 mm spacer gives the better strength as compared to the various spacer numbers. But the minimum strength CV% is observed at 2.5-mm spacer. So strength variation occurred by the use of various number of spacer.
Effect of spinning spacers on Unevenness:
As spacer value increases, U% gets increased. 3.0 mm spacer shows the minimum U%. U% is very important parameter in yarn quality. It is clearly seen that if we increase the spacer number the U% also increases.
Effect of spinning spacers on hairiness:
The spacer should select such that optimum results are achieved in respect to imperfections as well as hairiness. Size of the spacer plays significant role in reducing the hairiness. Many technicians have a tendency to use the thinnest spacer for reduction in U% and imperfections. However it leads to significant increase in hairiness. It is needless to mention that using thicker spacer will increase the imperfections. However if the reduction in hairiness is more important then increase in imperfections can be allowed.
Effect of spinning spacers on total imperfections:
Thin places usually exhibit a higher yarn twist, because of fewer fibers in the cross-section resulting in less resistance to torsion. Conversely, thick places contain more fibers in the cross-section results in a higher resistance to torsion. Thick places therefore contains low yarn twist than that of average.
Types of Spacer:
Spacer is made of plastic. In Simplex and Ring Frame there are respectively four (4) types and nine (9) types of spacer are available that are differentiated by their identical color.
Spacer in simplex
| Spacer Color | Space | Count |
| Light | 6.5 mm | Fine count |
| Green | 7.5 mm | Normal count |
| Navy blue | 8.5 mm | Lower count |
| Orange | 9.5 mm | Lower count |
Spacer in Ring Frame
| Spacer Color | Space | Count |
| Brown | 2.50 mm | 40-80 |
| Ash | 2.75 mm | 36-40 |
| Cream | 3.0 mm | 30-34 |
| Yellow | 3.25 mm | 24-30 |
| Black | 3.5 mm | 20-22 |
| White | 3.75 mm | 20 |
| Red | 4.0 mm | 16-18 |
| Green | 4.5 mm | 12-16 |
| Blue | 5 mm | 6-12 |
Summary:
- In general it is found that increasing the spacer size downgrades the yarn quality. Instead of increasing the spacer size, break draft can slightly be increased.
- Spacer should be selected such that optimum results are achieved in respect to imperfections as well as hairiness.
- Normally thicker spacer increases the imperfections and so many spinners have a tendency to use the thinnest spacer for reduction in U% and imperfections.
- Size of the spacer plays a significant role in reducing the hairiness.
- If the reduction in hairiness is more significant than increase in imperfections, it can be allowed.
EXPERIMENTAL
Methodology
Fiber Information:
The properties of raw cotton determine the processing parameters and the quality of the yarn. For our experiment, we had the opportunity to carry out our experiment on Indian fibers SHANKAR-6 of different origin. The tested parameters of the fibers are given below:
| Name of the fiber | Origin | Staple length of the fiber | Test result on HVI Spectrum | Test result on AFIS Pro |
| Shankar | India | 1 1/8” | SCI-142 UHML(mm)-29.2 UI%-83.2 SFI%-9.3 Mic range – 3.6~5.0 Avg Mic-4.23 Color grade-GM~M Strength(g/tex)-29.0 MR-0.88 Elongation(%)-4.3 | UQLw(mm) – 28.8 SFCw – 10.2 SFCn – 26.7 Fineness(mtex) – 158 IFC(%) – 6.0 MR – 0.9 Nep(cnt/gm) – 155 SCN(cnt/gm) – 13 |
| CIS | Uzbekistan | 1 1/8” | SCI-142 UHML(mm)-29.3 UI%-81.7 SFI%-10.2 Mic range-3.9 to 5.0 Avg Mic-4.47 CG-GM,SM Strength(g/tex)-30.8 MR-0.87 Elongation(%)-5.3 | UQL(mm)-30.6 SFC-8.2 Sfc-22.5 Fineness(mtex)-163 IFC(%)-4.9 MR-0.9 Nep(cnt/gm)-234 SCN(cnt/gm)-18 |
Machinery used
- Manufacturer – CROSROL
- Country of origin – ENGLAND
- Year of manufacture – 1995
Sequence of machines:
Reciprocating Bale Plucker, FA008B
↓
Multimixer
↓
Hopper Bale Blender
↓
Three Roller Cleaner
↓
Heavy Particle Separator
↓
Four Chamber Blender
↓
Fine Opener and Cleaner
↓
De-Dustex Machine
Carding:
- Model: MK 4, Single Card
- Manufacturer – Crosrol
- Country of origin – ENGLAND
- Year of manufacture – 1995
Breaker drawing:
- Model: RSB-D 10
- Manufacturer – Rieter
- Country of origin – Switzerland
- Year of manufacture – 2001
- Model: RD 300
- Manufacturer – Vouk
- Country of origin – Italy
- Year of manufacture – 1995
- Model: CM 400
- Manufacturer – Vouk
- Country of origin – Italy
- Year of manufacture – 1995
Finisher drawing:
- Model: RSB-D-30 & 35
- Manufacturer – Rieter
- Country of origin – Switzerland
- Year of manufacture – 2001 & 2005
Simplex:
- Model: FA 401
- Manufacturer – Tianjin
- Country of origin – China
- Year of manufacture – 1994
- Model: FA 506
- Manufacturer – Jingwei
- Country of origin – China
- Year of manufacture – 1995
- Model: 238 & 338 RM
- Manufacturer – Schlafhorst
- Country of origin – Germany
- Year of manufacture – 1995, 2001 & 2006.
Testing equipments:
| Sl. | Name of the machine | Manufacturer & Country | Function |
| 01 | Premier art (HVI) | Premier, India | To determine different parameter of cotton fiber. |
| 02 | USTER AFIS PRO | USTER, Switzerland | To test neps and maturity properties of cotton fibers. |
| 03 | PREMIER TESTER 7000 | Premier, India | To test unevenness, imperfections and hairiness of fibre assemble. |
| 04 | PREMIER TENSOMAXX | Premier, India | To measure tensile strength and elongation of single yarn. |
| 05 | Count Tester | ||
| 06 | Twist Tester |
Process parameter:
24 combed yarn was produced with the following process parameters,
- Count : 24 s
- Process : combed
- Total draft: 34.60
- Break draft: 1.19
- TPI: 17.30
- Spindle speed: 13,500
- Drafting system: 3 over 3, SKF PK 2025
- Traveller: 1/0
30 combed yarn was produced with the following process parameter,
- Count : 30 s
- Process : combed
- Total draft: 42.30
- Break draft: 1.19
- TPI: 20.25
- Spindle speed: 14,500
- Drafting system: 3 over 3, SKF PK 2025
- Traveller: 2/0
40 combed yarn was produced with the following process parameter,
- Count : 40 s
- Process : combed
- Total draft: 56.20
- Break draft: 1.19
- TPI: 23.30
- Spindle speed: 15,500
- Drafting system: 3 over 3, SKF PK 2025
- Traveller: 4/0
Procedure:
- Our first task was to choose the yarn count where we can apply different spacer. We selected the count such as 24 /1 CH, 30 /1 CH & 40 /1 CH in ring frame for the experiment.
- We prepared 10 bobbins and spacer for the experiment. After completing every doffing these bobbins are taken to quality for testing.
- In simplex machine we select 0.70 hank & 1.25 hank of roving for the test.
- By using USTER we find the result such as unevenness, thick & thin places, neps, elongation, RKM, CV% etc. We compare each result what the effect will come on yarn quality parameter by using different spacer.
- After taking all the results of bobbin & roving we analyze the test result.
RESULTS
Results:
Test Results on 24 s/1 CH:
| Count | 24 s/1 | 24 s/1 | 24 s/1 | 24 s/1 | 24 s/1 |
| Spacer(mm) | 0.00 | 3.00 | 3.25 | 3.50 | 5.00 |
| Cotton | Shankar-6 | Shankar-6 | Shankar-6 | Shankar-6 | Shankar-6 |
| Roving Hank | 0.70 | 0.70 | 0.70 | 0.70 | 0.70 |
| Actual count | 23.70 | 23.74 | 23.69 | 23.79 | 23.75 |
| TPI | 17.30 | 17.30 | 17.30 | 17.30 | 20.24 |
| Um(%) | 9.07 | 8.34 | 8.19 | 8.45 | 8.64 |
| Cv(%) | 11.45 | 10.52 | 10.32 | 10.67 | 10.53 |
| Thin/Km(-50%) | 00 | 00 | 00 | 00 | 00 |
| Thick/km(+50%) | 15 | 10 | 8 | 8 | 9 |
| Neps/Km(+200%) | 29 | 22 | 20 | 22 | 22 |
| IPI | 44 | 32 | 28 | 30 | 31 |
| Hairiness | 4.02 | 4.30 | 4.27 | 4.20 | 4.38 |
| Cv% of Hairiness | 3.80 | 3.90 | 4.31 | 3.46 | 3.50 |
| RKM | 16.10 | 16.16 | 17.72 | 17.01 | 17.30 |
| Cv% of RKM | 5.90 | 6.78 | 8.72 | 5.72 | 6.00 |
| Elongation | 4.00 | 4.49 | 5.84 | 5.12 | 5.30 |
| Cv% of Elongation | 5.70 | 5.82 | 7.32 | 5.67 | 5.98 |
Test Results on 30 s/1 CH:
| Count | 30 s/1 | 30 s/1 | 30 s/1 | 30 s/1 | 30 s/1 |
| Spacer(mm) | 0.00 | 2.75 | 3.00 | 3.25 | 5.00 |
| Cotton | Shankar-6 | Shankar-6 | Shankar-6 | Shankar-6 | Shankar-6 |
| Roving Hank | 0.70 | 0.70 | 0.70 | 0.70 | 0.70 |
| Actual count | 29.73 | 29.71 | 29.75 | 29.79 | 29.78 |
| TPI | 20.24 | 20.24 | 20.24 | 20.24 | 20.24 |
| Um(%) | 9.28 | 9.33 | 9.18 | 9.45 | 10.11 |
| Cv(%) | 11.68 | 11.75 | 11.13 | 11.91 | 12.78 |
| Thin/Km(-50%) | 02 | 00 | 00 | 01 | 02 |
| Thick/km(+50%) | 15 | 11 | 13 | 17 | 32 |
| Neps/Km(+200%) | 04 | 42 | 32 | 44 | 59 |
| IPI | 33 | 53 | 45 | 62 | 93 |
| Hairiness | 4.50 | 3.98 | 3.96 | 3.83 | 3.74 |
| Cv% of Hairiness | 3.70 | 3.89 | 3.96 | 3.91 | 3.16 |
| RKM | 15.00 | 15.24 | 15.92 | 15.61 | 15.75 |
| Cv% of RKM | 9.19 | 9.30 | 9.31 | 8.12 | 8.9 |
| Elongation | 4.70 | 4.62 | 4.94 | 4.81 | 4.90 |
| Cv% of Elongation | 6.50 | 7.39 | 6.85 | 6.62 | 6.00 |
Test Results on 40 s/1 CH:
| Count | 40 s/1 | 40 s/1 | 40 s/1 | 40 s/1 |
| Spacer(mm) | 0.00 | 2.50 | 2.75 | 4.00 |
| Cotton | Shankar-6 | Shankar-6 | Shankar-6 | Shankar-6 |
| Roving Hank | 0.70 | 0.70 | 0.70 | 0.70 |
| Actual count | 39.82 | 39.80 | 39.72 | 39.78 |
| TPI | 23.60 | 23.60 | 23.60 | 23.60 |
| Um(%) | 10.69 | 10.11 | 10.59 | 10.95 |
| Cv(%) | 12.94 | 12.68 | 12.77 | 13.91 |
| Thin/Km(-50%) | 04 | 01 | 01 | 02 |
| Thick/km(+50%) | 43 | 30 | 28 | 79 |
| Neps/Km(+200%) | 140 | 139 | 150 | 191 |
| IPI | 187 | 170 | 179 | 272 |
| Hairiness | 4.07 | 3.70 | 3.48 | 3.63 |
| Cv% of Hairiness | 4.00 | 4.28 | 3.82 | 3.90 |
| RKM | 15.70 | 15.95 | 15.23 | 15.80 |
| Cv% of RKM | 5.10 | 5.17 | 6.61 | 6.71 |
| Elongation | 4.30 | 4.91 | 4.54 | 4.6 |
| Cv% of Elongation | 7.00 | 7.14 | 9.26 | 9.40 |
Test Results on 0.70 & 1.25 Hank:
| Count/Hank | 0.70 | 0.70 | 1.25 | 1.25 |
| Spacer(mm) | 7.5 | 8.5 | 6.5 | 7.5 |
| TPI | 1.05 | 1.05 | 1.27 | 1.27 |
| Um(%) | 3.36 | 3.73 | 2.72 | 2.73 |
| Cv(%) | 4.23 | 4.68 | 3.45 | 3.46 |
Visually compare between fault free yarn and faulty yarn:
Hairiness:
Hairiness occurs because some fiber end protrudes from the yarn body. One of the main reason of these protrude fiber is spacer.
The spacer should select such that optimum results are achieved with respect to imperfections as well as hairiness. Size of the spacer plays significant role in reducing the hairiness. Many technicians have a tendency to use the thinnest spacer for reduction in U% and imperfections. However it leads to significant increase in hairiness. It is needless to mention that using thicker spacer will increase the imperfections. However if the reduction in hairiness is more significant than increase in imperfections it can be allowed.
Yarn hairiness is complex concept, which generally can not be completely defined by a single fiber. The effect of yarn hairiness on the textile operations following spinning, especially weaving and knitting and it’s influence on the characteristics of the product obtained and so on some fiber faults has led to the introduction of measurement of hairiness.
We use USTER black board to visually observe and easily detect the hairiness of yarn. We observe hairiness by using this board on the count of 24 s/1 CH, 30 s/1 CH and 40 s/1 CH.



Fault free yarn
Fault free yarn means that it has no abnormal effect. Such as hairiness, thick places, thin places and neps. No unevenness along the yarn length and CV% of this yarn is good. That means quality parameter of this yarn is good and maintains or satisfied the standard.
It has also good RKM, elongation value. In a word this yarn follow the buyer requirement properly.
We use USTER black board to visually observe and easily find out the any type of fault of yarn. We observe the yarn perfectly and visually find out faults by using this board on the count of 24 s/1 CH, 30 s/1 CH and 40 s/1 CH.



Imperfection Index (IPI)
The spinner tries to produce a yarn with the highest possible degree of homogeneity. In this connection, the evenness of the yarn mass is of the greatest importance. In order to produce an absolutely regular yarn, all fibers characteristics would have to be uniformly distributed over the whole thread. The uneven one should have more the regions than the even one, as a result of irregularity, since the average linear is the same. Thus the irregular yarn tend to break more easily during spinning, winding, weaving or any other processing where stress is applied.
A second quality related effect of uneven yarn is the presence of visible faults on the surface of fabrics. If a large amount of irregularity present in the yarn the variation of can easily be detected in the finished cloth. In such cases, fabric construction geometry ensure that the fault will be located in a pattern that is very clearly apparent to the eye and defects such as streaks, stripes, bare or other visual grouping develop in the cloth.
Other fabric properties such as abrasion or pill resistance, soil retention, drape, absorbency, reflection, lusture may also be directly influenced by the yarn evenness.
Neps can be devided fundamentally in to two categorie.
- Raw materials neps.
- Processing neps.
We use USTER black board to visually observe and easily find out the thick places, thon places and neps of the yarn. We observe the yarn perfectly and visually find out faults by using this board on the count of 24 s/1 CH, 30 s/1 CH and 40 s/1 CH.



GRAPHICAL PRESENTATION
Graphical presentation:
Count: 24 s/1 CH:

By this graph we found that, we use five number of spacer in 24 s/1 CH of yarn and these are 0.00 mm, 3.00mm, 3.25mmand 5.00mm. In this graph the result showing very good result when we use 3.25mm spacer. In case of using 0.00mm spacer the result showing abnormally high and this unevenness value is abnormal and not acceptable. Next we use 3.00mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.25mm, and the result showing normal and good which is standard. Next we use 3.50mm and the result showing higher than previous one. Next our confirmation we apply 5.00mm spacer but result showing very bad and abnormal. So, by this graph we ensure that the 3.25mm of spacer are appropriate for 24 s/1 CH of yarn.

By this graph we found that, we use five number of spacer in 24 s/1 CH of yarn and these are 0.00 mm, 3.00mm, 3.25mmand 5.00mm. In this graph the result showing very good result when we use 3.25mm spacer. In case of using 0.00mm spacer the result showing abnormally high and this co-efficient of variation value is abnormal and not acceptable. Next we use 3.00mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.25mm, and the result showing normal and good which is standard. Next we use 3.50mm and the result showing higher than previous one. Next our confirmation we apply 5.00mm spacer but result showing bad and abnormal. So, by this graph we ensure that the 3.25mm of spacer are appropriate for 24 s/1 CH of yarn.

By this graph we found that, we use five number of spacer in 24 s/1 CH of yarn and these are 0.00 mm, 3.00mm, 3.25mmand 5.00mm. In this graph the result showing very good result when we use 3.25mm spacer. In case of using 0.00mm spacer the result showing abnormally low and this Hairiness value is abnormal and not acceptable. Next we use 3.00mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.25mm, and the result showing normal but lower than the previous one but it is standard. Next we use 3.50mm spacer but value is lower than previous one. Next our confirmation we apply 5.00mm spacer but result showing very high. So, above all this condition we ensure that the 3.25mm of spacer are appropriate for 24 s/1 CH of yarn and the value of IPI showing standard by this spacer.

By this graph we found that, we use five number of spacer in 24 s/1 CH of yarn and these are 0.00 mm, 3.00mm, 3.25mmand 5.00mm. In this graph the result showing very good result when we use 3.25mm spacer. In case of using 0.00mm spacer the result showing abnormally high and thick places per km value is abnormal and not acceptable. Next we use 3.00mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.25mm, and the result showing normal but lower than the previous one but it is standard. Next we use 3.50mm spacer but value is similar. Next our confirmation we apply 5.00mm spacer but result showing high again. So, above all this condition we ensure that the 3.25mm of spacer are appropriate for 24 s/1 CH of yarn and the value of thick/km showing standard by this spacer.

By this graph we found that, we use five number of spacer in 24 s/1 CH of yarn and these are 0.00 mm, 3.00mm, 3.25mmand 5.00mm. In this graph the result showing similar with the use of these spacer. The value is 0 with the respect of various spacers.

By this graph we found that, we use five number of spacer in 24 s/1 CH of yarn and these are 0.00 mm, 3.00mm, 3.25mmand 5.00mm. In this graph the result showing very good result when we use 3.25mm spacer. In case of using 0.00mm spacer the result showing abnormally high and neps per km value is abnormal and not acceptable. Next we use 3.00mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.25mm, and the result showing normal and good which is standard. Next we use 3.50mm and the result showing higher than previous one. Next our confirmation we apply 5.00mm spacer but result showing bad and abnormal. So, by this graph we ensure that the 3.25mm of spacer are appropriate for 24 s/1 CH of yarn and the value of Neps/km showing standard by this spacer.

By this graph we found that, we use five number of spacer in 24 s/1 CH of yarn and these are 0.00 mm, 3.00mm, 3.25mmand 5.00mm. In this graph the result showing very good result when we use 3.25mm spacer. In case of using 0.00mm spacer the result showing abnormally high and this IPI value is abnormal and not acceptable. Next we use 3.00mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.25mm, and the result showing normal but lower than the previous one but it is standard. Next we use 3.50mm spacer but value is higher than previous one. Next our confirmation we apply 5.00mm spacer but result showing high again. So, above all this condition we ensure that the 3.25mm of spacer are appropriate for 24 s/1 CH of yarn and the value of IPI showing standard by this spacer.

By this graph we found that, we use five number of spacer in 24 s/1 CH of yarn and these are 0.00 mm, 3.00mm, 3.25mmand 5.00mm. In this graph the result showing very good result when we use 3.25mm spacer. In case of using 0.00mm spacer the result showing abnormally low and this RKM value is abnormal and not acceptable. Next we use 3.00mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.25mm, and the result showing normal but higher than the previous one but it is standard. Next we use 3.50mm spacer but value is lower than previous one. Next our confirmation we apply 5.00mm spacer but result showing high again. So, above all this condition we ensure that the 3.25mm of spacer are appropriate for 24 s/1 CH of yarn and the value of IPI showing standard by this spacer.

By this graph we found that, we use five number of spacer in 24 s/1 CH of yarn and these are 0.00 mm, 3.00mm, 3.25mm and 5.00mm. In this graph the result showing very good result when we use 3.25mm spacer. In case of using 0.00mm spacer the result showing abnormally low and this Elongation value is abnormal and not acceptable. Next we use 3.00mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.25mm, and the result showing normal but higher than the previous one but it is standard. Next we use 3.50mm spacer but value is lower than previous one. Next our confirmation we apply 5.00mm spacer but result showing high again. So, above all this condition we ensure that the 3.25mm of spacer are appropriate for 24 s/1 CH of yarn and the value of IPI showing standard by this spacer.
Count 30 s/1 CH

By this graph we found that, we use five number of spacer in 30 s/1 CH of yarn and these are 0.00 mm, 2.75mm, 3.00mm, 3.25mm and 5.00mm. In this graph the result of unevenness showing very good result when we use 3.00mm spacer. In case of using 0.00mm spacer the result showing abnormal and this unevenness value is abnormal and not acceptable. Next we use 2.75mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.00mm and the result showing normal and good which is standard. Next we use 3.25mm and the result showing lower than previous one. Next our confirmation we apply 5.00mm spacer but result showing very high and abnormal. So, by this graph we ensure that the 3.00mm of spacer are appropriate for 30 s/1 CH of yarn.
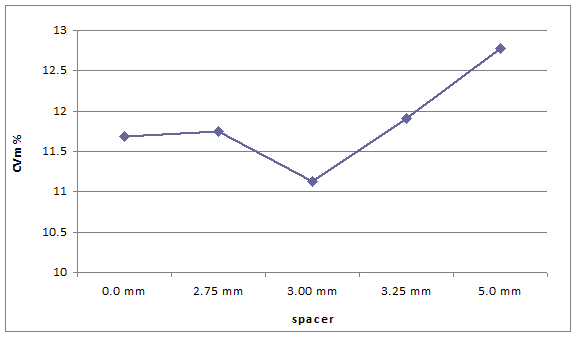
By this graph we found that, we use five number of spacer in 30 s/1 CH of yarn and these are 0.00 mm, 2.75mm, 3.00mm, 3.25mm and 5.00mm. In this graph the result of unevenness showing very good result when we use 3.00mm spacer. In case of using 0.00mm spacer the result showing abnormal and this unevenness value is abnormal and not acceptable. Next we use 2.75mm spacer and the result showing abnormal too. Next we increase the number of spacer, which is 3.00mm and the result showing normal and good which is standard. Next we use 3.25mm and the result showing higher than previous one. Next our confirmation we apply 5.00mm spacer but result showing very high and abnormal. So, by this graph we ensure that the 3.00mm of spacer are appropriate for 30 s/1 CH of yarn.

By this graph we found that, we use five number of spacer in 30 s/1 CH of yarn and these are 0.00 mm, 2.75mm, 3.00mm, 3.25mm and 5.00mm. In this graph the result of unevenness showing very good result when we use 3.00mm spacer. In case of using 0.00mm spacer the result showing abnormal and this unevenness value is abnormal and not acceptable. Next we use 2.75mm and 3.00mm spacer and the value is 0. Next we use 3.25mm and the result showing higher than previous one. Next our confirmation we apply 5.00mm spacer but result showing very high and abnormal. So, by this graph we ensure that the 3.00mm of spacer are appropriate for 30 s/1 CH of yarn.

By this graph we found that, we use five number of spacer in 30 s/1 CH of yarn and these are 0.00 mm, 2.75mm, 3.00mm, 3.25mm and 5.00mm. In this graph the result of thick/km showing very good result when we use 3.00mm spacer. In case of using 0.00mm spacer the result showing abnormally low and this value is abnormal and not acceptable. Next we use 2.75mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.00mm and the result showing normal and good which is standard. Next we use 3.25mm and the result showing higher than previous one. Next our confirmation we apply 5.00mm spacer but result showing very high and abnormal. So, by this graph we ensure that the 3.00mm of spacer are appropriate for 30 s/1CH of yarn.

By this graph we found that, we use five number of spacer in 30 s/1 CH of yarn and these are 0.00 mm, 2.75mm, 3.00mm, 3.25mm and 5.00mm. In this graph the result of neps/km showing very good result when we use 3.00mm spacer. In case of using 0.00mm spacer the result showing abnormally low and this value is abnormal and not acceptable. Next we use 2.75mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.00mm and the result showing normal and good which is standard. Next we use 3.25mm and the result showing higher than previous one. Next our confirmation we apply 5.00mm spacer but result showing very high and abnormal. So, by this graph we ensure that the 3.00mm of spacer are appropriate for 30 s/1CH of yarn.
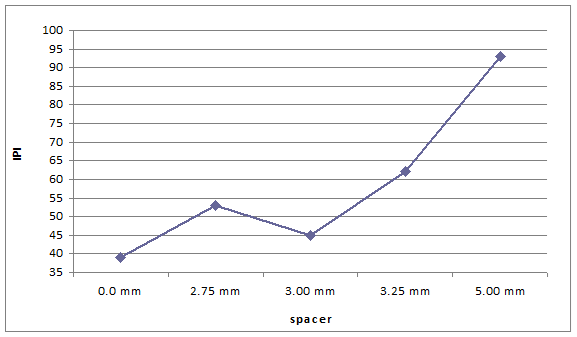
By this graph we found that, we use five number of spacer in 30 s/1 CH of yarn and these are 0.00 mm, 2.75mm, 3.00mm, 3.25mm and 5.00mm. In this graph the result of IPI showing very good result when we use 3.00mm spacer. In case of using 0.00mm spacer the result showing abnormally low and this value is abnormal and not acceptable. Next we use 2.75mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.00mm and the result showing normal and good which is standard. Next we use 3.25mm and the result showing higher than previous one. Next our confirmation we apply 5.00mm spacer but result showing very high and abnormal. So, by this graph we ensure that the 3.00mm of spacer are appropriate for 30 s/1CH of yarn.

By this graph we found that, we use five number of spacer in 30 s/1 CH of yarn and these are 0.00 mm, 2.75mm, 3.00mm, 3.25mm and 5.00mm. In this graph the result of hairiness showing very good result when we use 3.00mm spacer. In case of using 0.00mm spacer the result showing abnormally high and this value is abnormal and not acceptable. Next we use 2.75mm spacer and the result showing normal and quite good. Next we increase the number of spacer, which is 3.00mm and the result showing normal and good which is standard. Next we use 3.25mm and the result showing lower than previous one. Next our confirmation we apply 5.00mm spacer but result showing very low and abnormal. So, by this graph we ensure that the 3.00mm of spacer are appropriate for 30 s/1CH of yarn.

By this graph we found that, we use five number of spacer in 30 s/1 CH of yarn and these are 0.00 mm, 2.75mm, 3.00mm, 3.25mm and 5.00mm. In this graph the result of RKM showing very good result when we use 3.00mm spacer. In case of using 0.00mm spacer the result showing abnormally low and this value is not acceptable. Next we use 2.75mm spacer and the result showing not so good. Next we increase the number of spacer, which is 3.00mm and the result showing normal and good which is standard. Next we use 3.25mm and the result showing lower than previous one. Next our confirmation we apply 5.00mm spacer but result showing low . So, by this graph we ensure that the 3.00mm of spacer are appropriate for 30 s/1CH of yarn.

By this graph we found that, we use five number of spacer in 30 s/1 CH of yarn and these are 0.00 mm, 2.75mm, 3.00mm, 3.25mm and 5.00mm. In this graph the result of elongation showing very good result when we use 3.00mm spacer. In case of using 0.00mm spacer the result showing abnormal and this value is not acceptable. Next we use 2.75mm spacer and the result showing abnormally low. Next we increase the number of spacer, which is 3.00mm and the result showing normal and good which is standard. Next we use 3.25mm and the result showing lower than previous one. Next our confirmation we apply 5.00mm spacer but result showing higher than previous one. So, by this graph we ensure that the 3.00mm of spacer are appropriate for 30 s/1CH of yarn.
Count 40s/1 CH

By this graph we found that, we use four number of spacer in 40 s/1 CH of yarn and these are 0.00 mm, 2.50mm, 2.75mm, 2.75mm and 4.00mm. In this graph the result of unevenness showing very good result when we use 2.50mm spacer. In case of using 0.00mm spacer the result showing abnormally high and this value is abnormal and not acceptable. Next we use 2.50mm spacer and the result showing normal and quite good which is standard. Next we increase the number of spacer, which is 2.75mm and the result showing higher. Next our confirmation we apply 4.00mm spacer but result showing very high and abnormal. So, by this graph we ensure that the 2.50mm of spacer are appropriate for 40 s/1CH of yarn.
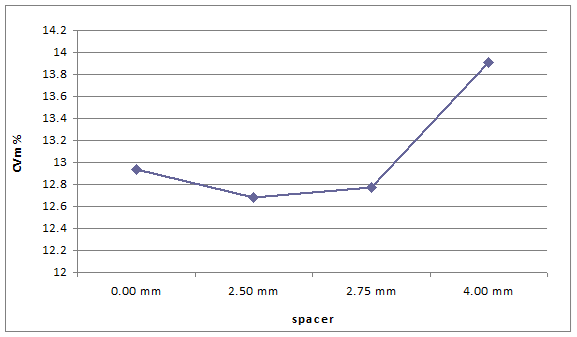
By this graph we found that, we use four number of spacer in 40 s/1 CH of yarn and these are 0.00 mm, 2.50mm, 2.75mm, 2.75mm and 4.00mm. In this graph the result of CV% value showing very good result when we use 2.50mm spacer. In case of using 0.00mm spacer the result showing abnormally high and this value is abnormal and not acceptable. Next we use 2.50mm spacer and the result showing normal and quite good which is standard. Next we increase the number of spacer, which is 2.75mm and the result showing higher. Next our confirmation we apply 4.00mm spacer but result showing very high and abnormal. So, by this graph we ensure that the 2.50mm of spacer are appropriate for 40 s/1CH of yarn.

By this graph we found that, we use four number of spacer in 40 s/1 CH of yarn and these are 0.00 mm, 2.50mm, 2.75mm, 2.75mm and 4.00mm. In this graph the result of thin/km value showing very good result when we use 2.50mm spacer. In case of using 0.00mm spacer the result showing abnormally high and this value is abnormal and not acceptable. Next we use 2.50mm spacer and the result showing normal and quite good which is standard. Next we increase the number of spacer, which is 2.75mm and the result showing similar. Next our confirmation we apply 4.00mm spacer but result showing high. So, by this graph we ensure that the 2.50mm of spacer are appropriate for 40 s/1CH of yarn.

By this graph we found that, we use four number of spacer in 40 s/1 CH of yarn and these are 0.00 mm, 2.50mm, 2.75mm, 2.75mm and 4.00mm. In this graph the result of thin/km value showing very good result when we use 2.50mm spacer. In case of using 0.00mm spacer the result showing abnormally high and this value is abnormal and not acceptable. Next we use 2.50mm spacer and the result showing normal and quite good which is standard. Next we increase the number of spacer, which is 2.75mm and the result showing quite similar. Next our confirmation we apply 4.00mm spacer but result showing high. So, by this graph we ensure that the 2.50mm of spacer are appropriate for 40 s/1CH of yarn.

By this graph we found that, we use four number of spacer in 40 s/1 CH of yarn and these are 0.00 mm, 2.50mm, 2.75mm, 2.75mm and 4.00mm. In this graph the result of neps/km value showing very good result when we use 2.50mm spacer. In case of using 0.00mm spacer the result showing quite good . Next we use 2.50mm spacer and the result showing normal and good which is standard. Next we increase the number of spacer, which is 2.75mm and the value going to be higher. Next our confirmation we apply 4.00mm spacer but result showing high. So, by this graph we ensure that the 2.50mm of spacer are appropriate for 40 s/1CH of yarn.

By this graph we found that, we use four number of spacer in 40 s/1 CH of yarn and these are 0.00 mm, 2.50mm, 2.75mm, 2.75mm and 4.00mm. In this graph the result of IPI value showing very good result when we use 2.50mm spacer. In case of using 0.00mm spacer the result showing abnormally high and this value is abnormal and not acceptable. Next we use 2.50mm spacer and the result showing normal and quite good which is standard. Next we increase the number of spacer, which is 2.75mm and the result showing higher again. Next our confirmation we apply 4.00mm spacer but result showing high. So, by this graph we ensure that the 2.50mm of spacer are appropriate for 40 s/1CH of yarn.

By this graph we found that, we use four number of spacer in 40 s/1 CH of yarn and these are 0.00 mm, 2.50mm, 2.75mm, 2.75mm and 4.00mm. In this graph the result of hairiness value showing very good result when we use 2.50mm spacer. In case of using 0.00mm spacer the result showing abnormally high and this value is abnormally high. Next we use 2.50mm spacer and the result showing normal and quite good which is standard. Next we increase the number of spacer, which is 2.75mm and the result showing lower. Next our confirmation we apply 4.00mm spacer but result showing high again. So, by this graph we ensure that the 2.50mm of spacer are appropriate for 40 s/1CH of yarn.

By this graph we found that, we use four number of spacer in 40 s/1 CH of yarn and these are 0.00 mm, 2.50mm, 2.75mm, 2.75mm and 4.00mm. In this graph the result of elongation value showing very good result when we use 2.50mm spacer. In case of using 0.00mm spacer the result showing low. Next we use 2.50mm spacer and the result showing normal and quite good which is standard. Next we increase the number of spacer, which is 2.75mm and the result showing lower. Next our confirmation we apply 4.00mm spacer but result showing not good. So, by this graph we ensure that the 2.50mm of spacer are appropriate for 40 s/1CH of yarn.
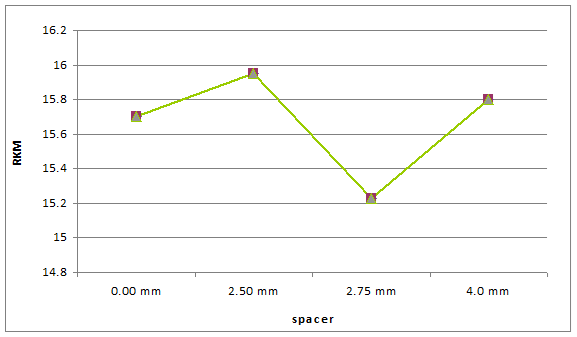
By this graph we found that, we use four number of spacer in 40 s/1 CH of yarn and these are 0.00 mm, 2.50mm, 2.75mm, 2.75mm and 4.00mm. In this graph the result of RKM value showing very good result when we use 2.50mm spacer. In case of using 0.00mm spacer the result showing low. Next we use 2.50mm spacer and the result showing normal and quite good which is standard. Next we increase the number of spacer, which is 2.75mm and the result showing lower. Next our confirmation we apply 4.00mm spacer but result showing higher. So, by this graph we ensure that the 2.50mm of spacer are appropriate for 40 s/1CH of yarn.
DISCUSSION
From the above result and graph we found that, In 24 s/1 CH count of yarn, Um% of yarn is so high when we use spacer number 5.00mm and when we are use none of spacer. Good results show when we use 3.25mm spacer. And other spacer number shows nearly good result. Same result occurred in CVm%. Here also showing good result when we use 3.25mm spacer number thin places per kilometer are occurred when we use various number of spacer in 24CH count of yarn. But in thick places per kilometer shows better result and shows good result in the case of neps/km. So, total IPI in 24CH when we use 3.25mm spacer showing very good result, which is acceptable for this count of yarn. In the cases of Hairiness, RKM, Elongation spacer numbers 3.25mm showing quite good result. So, above all these result showing and approve that in 24 CH count of yarn must use spacer 3.25mm other than any spacer number.
In 30-s/1 CH count of yarn, we also use five types of spacer that means five number of spacer. At the first time we produce yarn without spacer. So the result is Um% shows high and CV% also high. Others result such as IPI, RKM, Elongation, and Hairiness shows abnormal. Then we use 2.75mm number of spacer every result shows quite good and when we use 3.25mm and 5.00mm spacer some result shows quite good and these results are acceptable but over all result are not good. At last when we use 3.50mm spacer over all result very well. Every result we get is acceptable. So, appropriate spacer for this count is 3.50mm.
In 40s/1CH count of yarn, we use of four spacers for confirmation. At first we use 0.00mm Spacer. That means there is no spacer. Every result such as Um%, CV% and IPI, Elongation is showing abnormally. But RKM test result is very good. Then we use 2.75mm and 4mm spacer. U%, CV% and IPI value showing bad. So these are not acceptable. But when we use 2.50mm number of spacer U%, CV%, IPI, RKM, Elongation every result showing quite good and these are acceptable for this count. So we confirm that 2.75mm spacer is right for 40s/1CH count of yarn.
In 0.70 hank of roving, we apply two spacer 7.5mm and 8.5mm. By applying two spacer we get good result by the use of 7.5mm number of spacer. Here U%, CV%, showing very good result. So, 7.5mm number of spacer is appropriate.
In 1.25 hank of roving, we also apply two spacer 6.5mm and 7.5mm. When we use 6.5mm spacer U%, CV% showing abnormal result which are not acceptable. When we use 7.5mm number of spacer every value showing quite good and acceptable.
CONCLUSION
So from the above experiment, we found that 3.25mm number of spacer is appropriate for 24 s/1 CH count of yarn. Because every result that we produced, satisfied or maintained the 25% quality limit of USTER STATISTICS 2001. 3.00mm number of spacer is appropriate for 30 s/1 CH of yarn by our experiment and our result maintains the standard. And 2.50mm number of spacer is appropriate for 40-s/1 CH count of yarn. Here other number of spacer showing quite good result but we use 2.5mm number of spacer showing very good result.
In these cases of roving, we use 7.5mm and 8.5mm spacer for 0.70 hank of roving but appropriate spacer is 7.5mm. And we use 6.5mm and 7.5mm spacer for 1.25 hank of roving but appropriate spacer is 7.5mm.
We found that the yarn and roving we produced satisfied or maintained the 25% quality limit of USTER STATISTICS 2001.
SINHA spinning mill one of the renowned mills in Bangladesh. It has some rules and regulations. It should be maintained by everybody. One of the rules is that any result or report or data should be kept and should be maintained very strongly none of this report go out from this mill. That’s why we don’t show the original report but by requesting we get the photocopy of this report.
We were sincere in our project work. Tried to carry out all the procedures and test with maximum precision. That’s why when any report of our experiment showing abnormal; we did the experiment again and again until we get normal result. But still there may be some error present due to our lack of experience.
REFERENCES:
- 25 Years of Research, “SITRA’S Sliver Jubilee Publication”,1981.
- Maintenance Management in Spinning, SITRA’S Revised and Enlarged Edition, T.V. Ratnam, et al. March 1992.
- Uster Statistic, No. 36, October 1989.
- Fibre Quality Yarn Strength Relationship and Spinning Performance, SITRA Publication, Vol. 34, No.6 September 1989.
- Causes and Control of Classimate Faults SITRA Focus, Vol.4 No.3, 1986.
- How to Control Short-Term Irregularity of Yarn. SITRA Focus, Vol.5, No.5, January 1988.
- Textile Fibre to Fabric Sixth Edition – 1985
- Physical Properties of Textile Fibres First Edition –
- Textile Terms and Definition Tenth Edition –
- Hand Book of Textile Fibres Vol.-I
- Principles of Textile Testing
- The Textile Institute
- Complete Textile Glossary Uster HVI Spectrum
- High Volume Instrument for Fibre Testing, 2nd Edition May – 2003
- Uster Laboratory System, UT – 5, Seminar & Training, W. Baumann November – 2008 Venue : Spectra Convention Center.
- Measures to Improve the Quality of Export Yarans, T.V. Ratnam etal, Vol. 37, No. 1, April 1992.
- Acid Treatment Plant for Treating Cots Over the Top Rollers, Indra Doraiswamy et al, Vol. 37, No. 5, October 1992.
- A Study on the Wear-Life of Top-Arm Drafting Systems, P. Chellamani et al, Vol. 33, No. 6, 1988.
- Quality Systems-Model for Quality Assurance in Production and Installation, July 1990, First Reprint July 1990, BIS.
- Indra Doraiswamy and K.P. Chellamani, “Total Quality Management in Textile Mills”, Asian Textile Journal, November 1996.
You may also like:
- Ring Spinning Machine: Drafting System, Different Parts and Functions
- Maintenance Procedure of Ring Spinning Machines
- Trutzschler Blow Room Line – An Overview
- Recent Developments of Ring Frame Machine
- Different Parts and Features of Ring Traveller
- Spinning Testing Lab Equipments, Their Specifications and Functions
- Ring Data System and Its Application on Ring Frame
- Overview of Digital Autoleveller in Draw Frame
- Integrated Composite Spinning (ICS) System: Production and Advantages
- Innovation in Spinning Technologies for Denim Wear
- Importance of Air Conditioning System in Spinning Mills
- Recent Developments of Simplex Machine
Founder & Editor of Textile Learner. He is a Textile Consultant, Blogger & Entrepreneur. Mr. Kiron is working as a textile consultant in several local and international companies. He is also a contributor to Wikipedia.






very useful to learn spinning