
Garment Unit Productivity Maximization by Work Methods Implementation
Md. Mehedi Hasan1, Hasibur Rahman and Md. Rasel
Department of Textile Engineering
Northern University Bangladesh
Email: [email protected]1
Abstract
The world is changing day by day and becoming more challenging. Every second’s count in production sector because time is considered as money. That’s why productivity is a very well-known word in any production-oriented organization. Administration of any production oriented industry always point up to increase productivity because profit margin mostly depends upon the activities of productivity in any production base industry. Many of us may think that productivity is a quite different issue from quality. Productivity always covers quality. There is no meaning of high productivity if produce fewer quality products or services. Also, it is not a healthy practice to desire productivity only from production department. Good productivity is the outcome of the total effort of any organization. In a nutshell, we can say productivity recommends to all activities in the enterprise. It is a chain process in the organization to make attention in all for getting high productivity.
CHAPTER 1
INTRODUCTION
1.1 Introduction
The present techno-economic scenario is marked by increasing competition in almost every sector of the economy. The expectation of the customers is on the rise and manufacturers must design, and produce well in as many varieties as possible (the concept of economics of scale is no more talked off) to cater to the demands of the customers. Thus, there is a challenge before the industries to manufacture goods of the right quality and quantity and at right time and at minimum cost for their survival and growth. This demands an increase in the productive efficiency of the organization. Industrial Engineering is going to play a pivotal role in increasing productivity. Various industrial engineering techniques are used to analyze and improve the work method, to eliminate waste and proper allocation and utilization of resources. Industrial engineering is a profession in which a knowledge of mathematical and natural sciences gained by study, experience, and practice is applied with judgment to develop the ways to utilize economically the materials and other natural resources and focus of nature for the benefit of mankind.
Role of the industrial engineering and operations management functions is crucial in improvement of factory performance. Involvement of industrial engineer starts at the sampling stage where he would be involved in product analysis. This analysis is carried out to ensure that the sample sent for approval is most suited for production. This department forms the backbone of the entire factory operations by setting production targets and defining the methods that need to be followed on the shop floor.
In case of apparel manufacturing industries where thousands of peoples are involved for production and majority of the tasks involves manual and semi-automated tasks industrial engineering and operations management techniques provides the most valuable output within shorter time. Traditionally, most of the persons involved in apparel manufacturing were not aware of costings involved with the production. But day by day with increasing costings of raw materials and worker’s salary, the use of industrial engineering and operations management techniques becomes vital for required production quantity, desired quality and on time production process. If we analyze the history of top class industries, they were pushed to employ the Toyota production system, bundle production system, just in time manufacturing, total productive maintenance, total quality management, 5s, Six Sigma, lean manufacturing etc. which are just the industrial engineering tools that giving the best output at minimum cost within shorter period of time.
Nowadays any production system without operations management and industrial engineering functions impossible to sustain. The ultimate benefits coming from these implementations is the maximum use of labors and cost savings. The major responsibility who are handling these types of activities includes maximizing the overall efficiency of the manufacturing functions through provision of an effective, appropriate and timely work study and industrial engineering service and maintenance of an ideal production environment. [1]
1.2 Objectives
The objective and possible outcome of this project are given below:
- To increase productivity.
- Reduce work in process (WIP).
- Remove the bottleneck.
- Increase efficiency in production and process.
- Process improvement to reduce cost, waste and rejection Reduce wastage and defects.
- Manpower balancing, target setting, and monitoring achievements.
- Reducing lead time by achieving higher productivity.
- Reducing access motion and manpower using proper line balancing.
CHAPTER 2
LITERATURE REVIEW
2.1 Literature Review
Work study is a higher technological science that works for systematic examination of methods of carrying out activities such as to improve the effective uses of resources and to set up standards of performances for activities carrying out. Work-study is the investigation of the work done in an organization by means of a consistent system, in order to attain the best possible use of men, machines, and materials at presently available conditions. Garments factories paid a big amount to this department as this department works to increase productivity. It is the analysis of the operations required to produce a style. It is also important to ergonomics decisions, job design, and workstation development. An effective work-study requires both work measurement and method analysis. [2]
You may also like: Productivity of Garment Industry: Various Ways to Improve It
2.2 Tools and Techniques Used in Garment Industry
- Work
- Line
- Line
- Material management/information
- System (MIS).
- Quality management system (QMS).
- Scheduling. [3]
2.3 Tasks of Work Study
- Operation Break-down
- Line layout
- Time study
- Line balancing
- SMV for target production
- Efficiency
- Daily production report
- Weekly, Monthly and Yearly production report
- Loss study
- Cause study
2.4 Operation Breakdown
The method of preparing operations’ list in a sequence is called as operation breakdown. The sheet of listed operations of a style is also known as operation breakdown. An operation breakdown includes information like sewing band non sewing operation, process name, machines, SMV etc. The garment operation bulletin is also called as operation breakdown. An operation bulletin includes more information than the operation breakdown.
You may also like: Process Sequence of Garment (Sweater) Operation Breakdown
2.4.1 Application of operation breakdown
- The operation breakdown of a garment is done to understand garment construction – like stitch class and seam types used in making the sample garment.
- To make an operation bulletin the first step is doing operation breakdown of the sample garment.
- To make the list of sewing machines and equipment for the style.
- To set a line for new style operation breakdown is followed by line supervisors and engineers.
- While estimating thread consumption per garment for given style, operation breakdown id referred for operation list and machine types.
2.5 Line Layout
The sewing line layout can be defined as the way sewing workstations are placed in the sewing floor to form a line (or batch) that works on single style. The purpose of choosing one-line layout over other is to achieve best production with existing resources.
The line layout in a factory is not changed frequently. Line layout is designed at the time of plant set up and after that if factory wants to change production system, they might need to redesign the line layout. You may reallocate sewing machines while setting line for new styles but you don’t change the form of line.

2.5.1 Different types of line layout
Though there are multiple options of sewing line layout to choose from, most garment manufacturers are comfortable with straight lines having center table in between two rows of machines.
Various types of line layout are giving below:
- Line with center table and operators facing same direction.
- Line with center table and operators facing opposite direction.
- Straight line without center table and one raw of machines.
- Side by side machine layout.
- U-shaped line layout.
- Modular line.
- Machine layout in UPS system. [4]
2.6 Time Study
Time study is a work measurement technique for recording the time of performing a certain/specified condition and for analyzing the data to obtain time necessary for an operator to carry out at a define rate of performance. Time study is a tried and tested method of work measurement for setting basic times and hence standard times for carrying out specified work. Its roots are back to the period between the two World Wars. The aim of time study is to establish a time for a qualified worker to perform specified work under stated conditions and at a defined rate of working.
This is achieved by a qualified practitioner observing the work, recording what is done and then timing (using a time measuring device) and simultaneously rating (assessing) the pace of working.
2.6.1 The equipment used for time study
- Stopwatch
- Clipboard
- Time study format
- Pencil
- Eraser
- Calculator
2.6.2 How to conduct time study?
An operation cycle consists of material handling, positioning and aligning parts, sewing, trimming threads and tying and untying a bundle. So in the time study format, divide whole task into various elements according to the motion sequences of the operation. For example, in operation ‘collar run stitch’, task elements may be
- Pick up panel to sew first seam,
- Turn collar to sew second seam,
- Turn collar to sew third seam
- Check work and dispose and
- Witting for next pieces
2.7 What is Line Balancing?
Line balancing is an effective tool to improve the throughput of assembly line while reducing non-value-added activities, cycle time. Line balancing is the problem of assigning operation to workstation along an assembly line, in such a way that assignment is optimal in some sense. This project mainly focuses on improving overall efficiency of single model assembly line by reducing the non-value-added activities, cycle time and distribution of work load at each work station by line balancing. The methodology adopted includes calculation of cycle time of process, identifying the non –value-added activities, calculating total work load on station and distribution of work load on each workstation by line balancing, in order to improve the efficiency of line and increase overall productivity.

2.7.1 Importance of line balancing
- Line balancing helps to know about new machine required for new style.
- It becomes easier to distribute job to each operator. It becomes possible to deliver goods at right time at the agreed quality for list cost.
- Good line balancing increases the rate of production. Line balancing helps to compare the required machinery with the existing one and compare balance.
- It also helps in the determination of labor requirement.
- Good balancing reduces production time.
- Profit of a factory can be ensured by proper line balancing.
- Proper line balancing ensured optimum production at the agreed quality.
- It reduces faults in the finished product.
2.7.2 Steps for line balancing
- Construct the precedence diagram if not given.
- Determine the cycle time required.
- Determine the theoretical minimum number of work stations required. This is done by adding up all the task times and dividing the total by the cycle time.
- Select either the Kenbridge and Wester method or the Rank Positional Weights Method to allocate task elements to each work station.
- Each work station should not exceed the cycle time determined earlier. Use a table, setting out the work stations from left to right.
- Use the Longest Operation Time (LOT) rule; select the task with the longest operation time next. Consider adding to the station any task whose time fits within the remaining time for that station.
- Ensure that the sequencing is in order, even for the task elements in each station. Precedence relationships may interfere with assigning two tasks to the same workstation.
- Ensure that the restrictions or constraints for the flow line are adhered to.
- Analyze the balanced flow line to improve efficiency and to reduce idle times. An efficient balance will minimize the amount of idle time.
- Calculate the idle times, and hence the balancing loss (balancing delay) or line efficiency. [5]
2.8 What is SMV?
SMV is defined as the time which can perform a job satisfactorily. Normally it is expressed in minute value. The full elaboration of SMV is Standard Minute Value. SMV term is broadly used in the garments manufacturing industry. SMV is also known as Standard Allocated Minute (SAM). For smooth and timely shipment an export order a merchandiser need to proper SMV set up in garments production floor.

2.8.1 Application of SMV
- SMV is used in factory capacity planning.
- SMV is the main data in the operation bulletin. Based on the operation SAM machine requirement and manpower requirement is calculated. Further based on the machine requirement machine layout and initial line balancing is done.
- SMV is used for labor costing for garment production.
- SMV is used for performance benchmarking.
- SMV is used for efficiency calculation.
- SMV is used in Payroll calculation in piece rate payment. Earning is equal to garment produced x operation SMV x rate per minute.
- When performance incentive is provided to the operators, SMV is essential for calculating individual operator efficiency.
2.8.2 SMV calculation method
SMV can be calculated by two ways. Those are:
- Time study
- Synthetic data/GSD
2.8.2.1 Time study method:
Here, the industrial engineer should take a stopwatch and stands near the m/c operator. Capture cycle time for that operation (that he chose early). Cycle time means “total time needed to complete full operation”. He should be done this process consecutively at least 5 cycle times. Then he should calculate the mean cycle time by adding 5 cycle times and divided those by 5. Finally, the industrial engineer gets the cycle time here. (Let, cycle time here 0.50) Now, he should convert cycle times into basic time by multiplying with “performance rating”. So,
Basic time = Cycle time × Performance rating.
Performance rating is related to the m/c operator. At which speed, the operator completed his duty. It’s determined by an industrial engineer in the clothing industry. Let, the operator performance rating was-70%. So, from equation (2), we get,
Basic time = 0.5 × 70% [Cycle time= 0.5]
= 0.35
So,
Basic time = 0.35
By using equation- (1), now we get,
SAM or SMV = (Basic minute + Bundle allowances + Machine and Personal allowances)
= 0.35 + (0.35 × 10%) + (0.35 × 20%)
= 0.35+ 0.035 + 0.07
= 0.46 minute
So, SAM or SMV for that operation stands at 0.46 minutes
2.8.2.2 GSD method
In this case, SAM or SMV Calculation can be done by using synthetic data. At first, an industrial engineer must fix an operation, for which he wants to estimate SAM or SMV.
Here, he should stand near the m/c operator and follow every working procedure for the selected operation. He should note all the activities done by the operator (these activities are called synthetic data collection). When all the activities of the operator will complete, then the industrial engineer should follow the same activities of the operator again to check the noted activities that the note is ok or not. Now, the industrial engineer should list down all the activities of operators sequentially and refer to the synthetic data for TMU (time measuring unit) values. Suppose, the industrial engineer got TMU value for that operation is 450. Now he should convert total TMU into minutes, where (1TMU= 0.0006 minutes). So, for 450TMU= (450 × 0.0006) = 0.27minute. This minute is termed as Basic time.
So, now from equation-01 we get
SAM or SMV = (Basic minute + Bundle allowances + Machine and Personal allowances)
= 0.27 + (0.27 × 10%) + (0.27 × 20%)
= 0.27 + 0.027 + 0.054
= 0.351minute
SAM or SMV value for that operation is 0.351 minute. [6]

2.9 Efficiency
Efficiency is the ability to avoid wasting materials, energy, efforts, money and time in doing something or in producing desired result. In a more general sense, it is the ability to do things well, successfully, and without waste. In more mathematical or scientific terms, it is a measure of the extent to which input is well used for an intended task or function (output). It often specifically comprises the capability of a specific application of effort to produce a specific outcome with a minimum amount or quantity of waste, expense, or unnecessary effort. Efficiency refers to very different inputs and outputs in different fields and industries.
Efficiency can often be expressed as a percentage of the result that could ideally be expected, for example if no energy were lost due to friction or other causes, in which case 100% of fuel or other input would be used to produce the desired result.
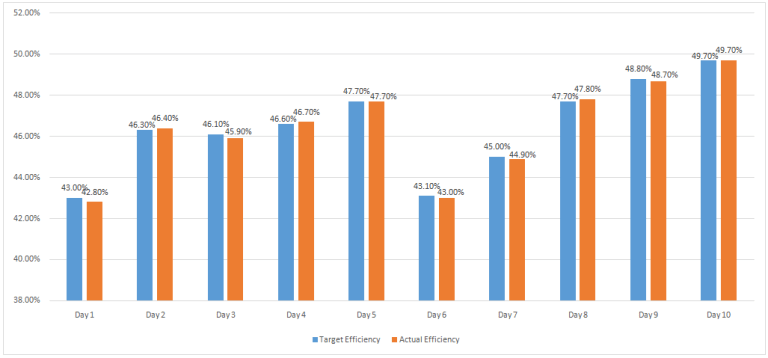
2.9.1 Target efficiency
Target Efficiency is related to target production. In a garments section there have lots of line and every line produce same or different production. In a line the operator and helper produce a certain amount of production. Every day in a line have some target to produce. These targets are given from IE department. They must fulfill the target in every line. From these target productions the target efficiency is calculated. The formula of target efficiency is,

2.9.2 Actual efficiency
As target efficiency, the actual efficiency is also related to actual production. After given the target in a line they try to fulfill the target, but sometime they can’t fulfill these or sometime they produce more production than the target production. After working whole day, the line produces as much production for a day that is the actual production. The actual efficiency is calculated from these actual productions. The formula of the actual efficiency is,

2.9.3 Increasing line efficiency
- Proper target setup;
- Proper manpower use;
- Proper lead time;
- Reduce nonproductive time (M/C breakdown, Power off, Absenteeism of worker);
- Reduce alter%;
- Reduce TPT (Through Put Time);
- Available input;
- Use proper skill matrix report;
- Auto machine use;
- Proper machine speed;
- Proper pressure feed;
- Regular machine servicing;
- Reduce helper;
- Maintain SOP (Standard Operating Procedure);
2.10 Bottleneck
The bottleneck is an extreme point in the production line where production is hampered from the normal flow of production. The lowest output point in the production line is called a bottleneck. In garments industry bottleneck means the lowest capacity of one or more operations which results in lowest production and ultimately lowest profit. So, identifying bottleneck operation and removing it is a very significant task to get the highest capacity production. [7]
2.10.1 How to identify the bottleneck?
To identify bottleneck operation in a line, we can easily find out it visually where there are more input and less output. For this reason, the actual flow of production is hampered for the next operations. The bottleneck can be found out by the following approaches which are more practical
- Identify the operation sequence as per the actual flow of material.
- Get the capacity study and hourly production sheet ready.
- Identify the actual bottleneck with its priority.

2.10.2 Bottleneck elimination techniques
- Methods improvement: Improving the way the operator is handling the material and doing the operation.
- Better operator allocation: We could check if any ‘A’ grade operator is allocated on a high capacity operation, and whether the bottleneck operator is only ‘B’ grade. If this is the case both the operators could be swapped to get more productivity out of bottleneck.
- Machine speed or calibrations: We could check, whether they are set right.
- Workplace improvements: This could be relating to ergonomic issues like light, fan, seat adjustment, etc.
- Work aids and specialized machine: Guide, Folder, attachment, Jigs etc. Using computerized UBTs and other specialized machines.
- Work breakdown: Investigate whether it is possible to further divide the process.
- Quality problems: Could look if there is any quality issue in the previous process, due to which the operator is not receiving proper input to work on, thus decreasing its productivity.
- Work overtime: Bottleneck operations could be made to work overtime to make enough of WIP.
- Adding additional manpower/machine: In case we find the potential capacity per hour too less than the target output of the line. [8]
2.11 Motion Study
Motion study is a business efficiency technique. It is the part of method study and is one of the oldest branches of work-study. Every work consists of some motion. These motions are productively used in workplace to organize a better method of performing a job.

2.11.1 Purpose of motion study
The goal of motion study is to enhance work performance (quantity and quality of output) through analysis and improvement of body and hand movements. Motion study can be thought of system improvement at a micro level and is a part of human effort engineering. In the contemporary work environment, motion study also involves reducing the ergonomic stresses associated with a job. This reduces costs (medical treatment and time lost) associated with work injuries. It may also reduce production losses associated with hiring and training replacement workers as well as rehabilitation of persons with work-related injuries. [9]
2.12 Method Study
Method study is the study or analysis of existing, find out the problem with that method and establishment of a best method for smooth production, waste reduction and increased profitability.
2.12.1 Step of method study
- Selection of work.
- Recording information.
- Examine information.
- Develop the new process.
- Install the new method.
- Maintain new method.
2.12.2 Importance of the method study
- To study the existing/propose method of doing a job.
- To develop a better method to improve productivity and to reduce cost.
- To reduce excessive material handling.
- Improve utilization of resources.
- Standardize work method, working condition, machinery and tools.
- Improved work place lay out.
- Improve work flow.
- Better man power and capacity utilization. [10]
2.13 Productivity
The ratio between actual output and total import is known as the productivity. In an industrial view, it is the financial evaluation of the output and input of production. By the help of productivity, a garments factory or textile industry can easily measure different types of efficiency such as worker, system, factory, machine, etc. Productivity is express as follows-
Productivity = Input / Output
You may also like: How to Increase Productivity in Garment Industry
2.13.1 How to improve productivity
There are different ways or steps to improve productivity. But the proper analysis of input product and output product is the main formula to improve productivity in an industry. Higher productivity can be improved by-
- Increasing output by keeping the input same.
- Reducing the amount of input by keeping same output.
- Increasing the output by reducing the input.
2.13.2 Factors to be considered for higher productivity
- Design innovation.
- Standardizing the design.
- Development of employee.
- The arrangement of training.
- Investing in a better plant.
- Improving the planning of work.
- Efficient worker selection.
- Improving the method of production.
- Improving morale.
- Rewarding success.
- Improving attendance level.
- Reducing labor turn over.
- Effective communication.
- Measuring performance. [11]

CHAPTER 3
METHODOLOGY
3.1 Methodology
For this experiment one of the garments “five-pocket basic pant” has been chosen. After the line layout, work-study techniques were used to improve production efficiency by eliminating bottleneck, reducing WIP, production study, capacity study, production follow-up, line balancing using skill matrix, calculating SMV, installing new improvement process method, etc. The goal of this experiment is to improve productivity by using work-study tools.
3.2 Making Method of Basic Pant
Basic pant is the most common and popular garments that wear both of male-female. The basic pant wears ankles from the waist. A basic pant also names trousers. The basic pant may be made by woven fabric like denim, jeans, cord, etc. knit and fabrics like single jersey, double jersey, etc. The methods which will be used in this experiment are given below:
- 1st is to make a proper line layout using an operation bulletin gave by the IE department.
- 2nd is to follow-up on the line output.
- 3rd is to take a capacity study within 2-3 days after the layout is complete and the output of the garments is started.
- 4th is to find out the bottleneck using capacity study.
- 5th After finding the bottleneck, time study of those process for 30-60 minutes each.
- 6th study those processes and find out the reason for the bottleneck and use the necessary steps to remove them.
- 7th Proper line balance by removing or adding necessary/unnecessary process, manpower and machine.
- 8th finding out the WIP in the Back, Front, and Output and balance it using the proper method.
- 9th after getting a good production efficiency, again time study of those process to find out the Different in SMV after using work study methods.
- 10th finally recorded those documents for future reference.
3.3 Required Materials
- Paper board
- Stop watch.
- Pen
- Pencil
- Ruler
- A4 Paper
- Calculator
3.4 Operations Involved Making Basic Pant
- Back yoke
- Back rise
- Back pocket make and joint
- Front pocket making
- Front pocket joint
- Single and double fly joint
- Zipper joint
- Inseam and side seam
- Belt loop make and joint
- Waist belt joint
- Mouth close both inside and topside
- Bartek
- Hem
3.5 Flow Chart of Basic Pant Manufacturing
The manufacturing process of a basic pant is start when po of a pant is received. Then fabrics and all types of trims and accessories are booked. Fit sample and later PP sample are made for bulk production approval. After that PP meting are held when all fabric, trims and accessories are in-house. Finally, bulk production is started. The flow chart of the basic pant manufacturing process is given below:

3.6 Some Important Formulas
- Daily Line Target = (Total working minutes in a day X No. of operators in a line X Line efficiency %) /Garment SAM
- Individual operator target = (Total working minutes in a day X line efficiency%)/Operation SAM
- Individual operator Efficiency% = (units produced X operation SAM X 100)/Total minutes worked
- Sewing Efficiency= (SMV x Total production per hour x 100) / (Total worker x Total working minute)
- Machine Productivity: Line output / No. of machine used
- Labor Productivity = Line output / No. of total manpower (operators +helpers)
- Sewing productivity= Total output /Total worker X Total working time
- SMV = Cycle Time x Performance Rating
- Machine utilization% = (Actual Machine running Time X 100) / Time available
- Cost per minute = Total cost incurred in labor / Total available working minute in a day X no. of labors
- Production Cost per unit = Total cost incurred in production in a day/ no. of garment produced in a day
- Man, to Machine ratio = Total manpower of the factory / Total no. of sewing machines (utilized)
- Capacity/ hour = 60 / Capacity time in minute
- SAM= (Cycle Time x Performance Rating) + Allowances
- Cycle Time = 60/ Team Target
You may also like: Industrial Engineering Formulas for Textile Students and Professionals
CHAPTER 4
RESULT and DISCUSSION
4.1 Visual Representation of Capacity and SMV Before Work Method (3rd Day of Layout):
When the line layout is complete and steadily getting the target output, capacity and SMV are calculated to achieve the desired production. Usually, they are calculated on 3rd day after line layout. Here we find out below bottlenecks and SMV status on 3rd day.


4.2 Visual Representation of Capacity and SMV After Work Method (5th Day of Layout)
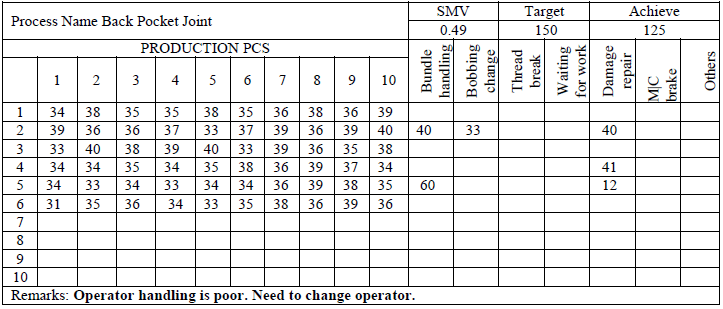
In the 4.1 graphs, we see that some of the Process production per hour is going up to 219 pcs and down to 70 pcs. We did some production studies of the highlighted bottleneck process. From days 3 to 5 we able to do some line balancing in this line. In the highly productive process, we add some additional work that supposes to be done in low productive operations and remove unnecessary operation. In this way, we manage to get an average of 150 pcs of line target from every operation.


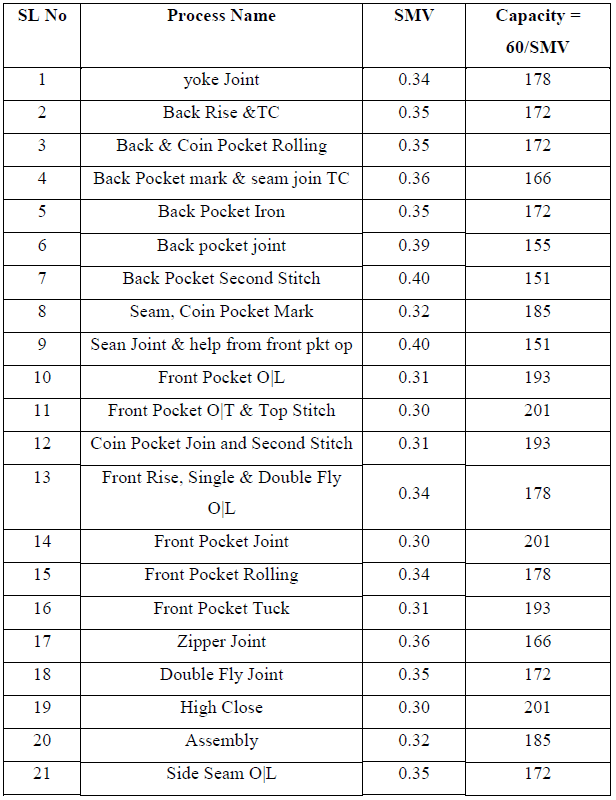
4.3 SMV Calculation Before Work Method
Back Part
- Yoke Joint = 30*65% = 19.5+ 15% = 22.42 /60 = 0.37
- Back Rise = 25*65% = 16.25+15% = 18.68/60 =0.31
- Back and Coin Pocket rolling = 26*65% = 16.9+15%/60 = 0.32
- Back pocket mark = 22*65% = 14.3+15% /60 = 0.27
- Back pocket iron = 28*65% = 18.2+15% /60 = 0.35
- Back pocket join= 60*65% = 39+15% /60 = 0.75
- Back pocket Second Stitch = 50 *65% = 32.5 +15% /60 = 0.62
Front Part
- Seam and coin pocket mark = 28*65% = 18.2 +15%/60 = 0.35 9.
- Seam join = 65*65% = 142.25+15% /60 = 0.81
- Front pocket O/L = 25*65% = 16.25+ 15% /60 = 0.31
- Front pocket O/T and top stitch = 25*65% = 15.6+15% /60 = 0.30
- Coin pocket join and second stitch = 26*65% = 16.9+15% /60 = 0.32
- Front rise and single, double fly O/L = 28*65% = 18.2+15% /60 = 0.35 14.
- Front pocket join= 25*65% = 16.25+15% /60 = 0.31
- Front pocket rolling = 28*65% = 18.2 +15% /60 = 0.35 16.
- Front pocket tuck = 27*65% = 17.55+15% /60 =0.34 17.
- Zipper joint = 28*65% = 18.2 +15% /60 = 0.35
- Double fly join = 29*65% = 18.85+15% /60 = 0.36
- High Close = 26*65% = 16.09+15% /60 =0.32
Output
- Assembly = 23*65% = 14.95+ 15% /60 = 0.37
- Side seam O/L = 30*65% = 16.25+15%/ 60 = 0.36
- In-seam O/L = 29*65% = 18.85 +15% /60 =
- Side top stitch = 25*65% = 16.25+15% /60 =0.31
- Waist loop make and joint = 25*65% = 16.25+15% /60 =0.3 25.
- Waist belt top stitch = 69*65% = 16.25+15% /60 = 0.86
- Mouth cut and thread remove = 20*65% = 13 +15% /60 = 0.25 27.
- Mouth close in-side = 29*65% = 18.85+15% /60 = 0.36
- Mouth close top side = 28*65% = 18.2 +15% = 18.68/60 = 0.35
- Bartek = 29*65% = 18.85+15% /60 = 0.36
- Hem = 28*65% = 18.2+ 15% /60 = 0.35
- Final Thread cut = 23*65% = 14.95+15% /60 = 0.29
- Total SMV = 11.94
4.4 SMV Calculation after Work Method:
Back Part
- Yoke Joint = 27*65% = 17.55+ 15% /60 = 0.34
- Back Rise and TC = 28*65% = 16.25+15% /60 =0.35
- Back and Coin Pocket rolling = 28*65% = 18.2+15%/60 = 0.35
- Back pocket mark and seam joint TC = 29*65% = 18.85+15% /60 = 0.36 5.
- Back pocket iron = 28*65% = 18.2+15% /60 = 0.35
- Back pocket join = 32*65% = 20.8 +15% /60 = 0.40
- Back pocket Second Stitch = 32 *65% = 20.8 +15% /60 = 0.40
Front Part
- Seam and coin pocket mark = 26*65% = 16.9 +15%/60 = 0.32 9.
- Seam join = 32*65% = 20.25+15% /60 = 0.40
- Front pocket O/L = 25*65% = 16.25+ 15% /60 = 0.31
- Front pocket O/T and top stitch = 25*65% = 15.6+15% /60 = 0.30
- Coin pocket join and second stitch = 26*65% = 16.9+15% /60 = 0.32 13.
- Front rise and single, double fly O/L = 27*65% = 17.55+15% /60 = 0.32 14.
- Front pocket join= 24*65% = 15.62+15% /60 = 0.29
- Front pocket rolling = 24*65% = 15.62 +15% /60 = 0.29 16.
- Front pocket tuck = 25*65% = 15.55+15% /60 =0.32 17.
- Zipper joint = 25*65% = 15.6 +15% /60 = 0.32
- Double fly join = 28*65% = 18.22+15% /60 = 0.34
- High Close = 24*65% = 15.09+15% /60 =0.30
Output
- Assembly = 23*65% = 14.95+ 15% /60 = 0.37
- Side seam O/L = 28*65% = 18.25+15%/ 60 = 0.32
- In-seam O/L = 28*65% = 18.85 +15% /60 = 0.32
- Side top stitch = 24*65% = 17.55+15% /60 = 0.30
- Waist loop make and joint = 24*65% = 15.2+15% /60 = 0.30 25.
- Waist belt top stitch = 33*65% = 21.25+15% /60 = 0.41 26.
- Mouth close in-side = 29*65% = 18.85+15% /60 = 0.36
- Mouth close top side = 28*65% = 18.2 +15% = 18.68/60 = 0.35 28.
- Bartek = 28*65% = 18.85+15% /60 = 0.35
- Hem = 26*65% = 17.2+ 15% /60 = 0.32
- Final Thread cut and mouth thread remove = 26*65% = 14.95+15% /60 = 0.29
- Total SMV = 10.35
4.5 Capacity Calculation before Work Method
Back Part
- Yoke Joint = 60/0.37 = 161 pcs
- Back Rise = 60/0.31 = 192 pcs
- Back and Coin Pocket rolling = 60/0.32 = 185 pcs
- Back pocket mark = 60/0.27 = 219 pcs
- Back pocket iron = 60/0.35 = 172 pcs
- Back pocket join = 60/0.75 = 80 pcs
- Back pocket Second Stitch = 60/0.35 = 96 pcs
Front Part
- Seam and coin pocket mark = 60/0.35 = 172 pcs
- Seam join = 60/0.81 = 74 pcs
- Front pocket O/L = 60/0.31 = 193 pcs
- Front pocket O/T and top stitch = 60/0.30 = 201 pcs
- Coin pocket join and second stitch = 60/0.32 = 185 pcs
- Front rise and single, double fly O/L = 60/0.35 = 172 pcs
- Front pocket join = 60/0.31 = 192 pcs
- Front pocket rolling = 60/0.35 = 172 pcs
- Front pocket tuck = 60/0.34 = 178 pcs
- Zipper joint = 60/0.35 = 172 pcs
- Double fly join = 60/0.36 = 166 pcs
- High Close = 60/0.32 = 185 pcs
Output
- Assembly = 60/0.29 = 209 pcs
- Side seam O/L = 60/0.37 = 161 pcs
- In-seam O/L = 60/ 0.36 = 166 pcs
- Side top stitch = 60/ 0.31 = 193 pcs
- Waist loop make and joint = 60/ 0.31 = 193 pcs
- Waist belt top stitch = 60/0.86 = 70 pcs
- Mouth cut and thread remove = 60/0.25 = 241 pcs
- Mouth close in-side = 60/ 0.36 = 166 pcs
- Mouth close top side = 60/ 0.35 = 172 pcs
- Bartek = 60/0.36 = 166 pcs
- Hem = 60/0.35 = 172 pcs
- Final Thread cut = 60/ 0.29 = 209 pcs
- Final Quality pass = 100 pcs
4.6 Capacity Calculation after Work Method
Back Part
- Yoke Joint = 60/0.34 = 178 pcs
- Back Rise = 60/0.35 = 172 pcs
- Back and Coin Pocket rolling = 60/0.35 = 172 pcs
- Back pocket mark and TC = 60/0.36 = 166 pcs
- Back pocket iron = 60/0.35 = 172 pcs
- Back pocket join = 60/0.39 = 155 pcs
- Back pocket Second Stitch = 60/0.35 = 155 pcs
Front Part
- Seam and coin pocket mark = 60/0.32 = 178 pcs
- Seam join = 60/0.40 = 151 pcs
- Front pocket O/L = 60/0.31 = 193 pcs
- Front pocket O/T and top stitch = 60/0.30 = 201 pcs
- Coin pocket join and second stitch = 60/0.32 = 185 pcs
- Front rise and single, double fly O/L = 60/0.35 = 172 pcs
- Front pocket join = 60/0.31 = 192 pcs
- Front pocket rolling = 60/0.35 = 172 pcs
- Front pocket tuck = 60/0.34 = 178 pcs
- Zipper joint = 60/0.35 = 172 pcs
- Double fly join = 60/0.36 = 166 pcs
- High Close = 60/0.32 = 185 pcs
Output
- Assembly = 60/0.29 = 209 pcs
- Side seam O/L = 60/0.32 = 171 pcs
- In-seam O/L = 60/ 0.34 = 168 pcs
- Side top stitch = 60/ 0.30 = 193 pcs
- Waist loop make and joint = 60/ 0.31 = 193 pcs
- Waist belt top stitch = 60/0.41 = 146pcs
- Mouth close in-side = 60/ 0.38 = 162 pcs
- Mouth close top side = 60/ 0.39 = 165 pcs
- Bartek = 60/0.36 = 166 pcs
- Hem = 60/0.35 = 172 pcs
- Final Thread cut and mouth TC= 60/ 0.32 = 185 pcs
- Final Quality pass = 145 pcs
4.7 Sewing Line Efficiency

4.8 Calculation of Sewing Line Efficiency before Work Method
Efficiency: SMV * Total production * 100/Total worker * Total working time * 60
= 11.94*900/31*60*8
=72%
4.9 Calculation of Sewing Line Efficiency after Work Method
Efficiency: SMV * Total production * 100/Total worker * Total working time * 60
=10.35*1100/30*60*8
=79%
4.10 Sewing Productivity

4.11 Calculation of Sewing Productivity before Work Method
Sewing Efficiency: Total output / Total worker * Total working time
= 100/31*60
= 0.054
4.12 Calculation of Sewing Productivity after Work Method
Sewing Efficiency: Total output / Total worker * Total working time
= 145/30*60
= 0.081
4.13 Comparative Study on before and after Work Method

4.14 Result Summary

CHAPTER 5
CONCLUSION
5.1 Conclusion
This study is based on calculation of standard minute value (SMV) of 5 pocket basic pant by determining the manpower and machine for targeted output. This work clearly explains the total operation of 5 pocket basic pant, capacity per hour, SMV, Efficiency, Productivity. Total SMV of 5 pocket basic pant is 11.94 and production was 100 pcs per hour. After work method, we reduce the SMV to 10.35. At last we have seen this result summary that production is increasing by doing line balancing than before line balancing. Doing work method production are increased from 100pcs/hour to 145 pcs/hour. After work method, productivity and efficiency increase, smooth work flow, balanced cycle time, easy fault finding, reduced bottleneck, balanced line efficiency, reduction operation breakdown, and Equal distribution of work Skilled, semiskilled and unskilled co-ordination and easy way to supervise.
5.2 References
- Hadi Gokcen, Kursat Agpak, Cevriye Gencer, Emel Kizilkaya “A shortest route formulation of simple U-type assembly line balancing problem”. Applied Mathematical Modelling Vol.29, pp (373–380). Year
- Jie Gao, Linyan Sun, Lihua Wang, Mitsuo Gen “An efficient approach for type II robotic assembly line balancing problems”. Computers and Industrial Engineering Vol.56, pp(1065- 1080). Year
- Rezaul Hasan Shumon, Kazi Arif-Uz-Zaman and Azizur Rahman “Productivity Improvement through Line Balancing in Apparel Industries” , Proceedings of the 2010 International Conference on Industrial Engineering and Operations Man- agement ,Dhaka, Bangladesh, January 9 –10, 2010.
- Duran Toksari, Selcuk K. Isleyen, Ertan Guner, Omer Faruk Baykoc “Assembly line balancing problem with deterioration tasks and learning effect”. Ex p ert Systems with Applications Vol.37, pp.1223–1228. Year 2010.
- Tatsuki, M. (2019). Advanced technical textile products. Textile Progress, 123- 181. doi:10.1201/9780429187766-1
- Reports of British Textile RESEARCH ASSOCIATIONS. (1934). Textile Research, 4(6), 303-308. doi:10.1177/004051753400400604
- https://www.onlineclothingstudy.com/2015/05/different-types-of-sewing-line-layout.html (n.d.).
- (n.d.). Retrieved from ttps://onlinegarmentsacademy.blogspot.com/2019/09/work-study- apparel.html
- (n.d.). Retrieved March, from https://www.onlineccom/2016/12/what-is-operation-breakdown-in- garment.html
- Tatsuki, M. (2019). Advanced technical textile products. Textile Progress, 123- 181. doi:10.1201/9780429187766-1
ANNEX
Before Work Method


After Work Method
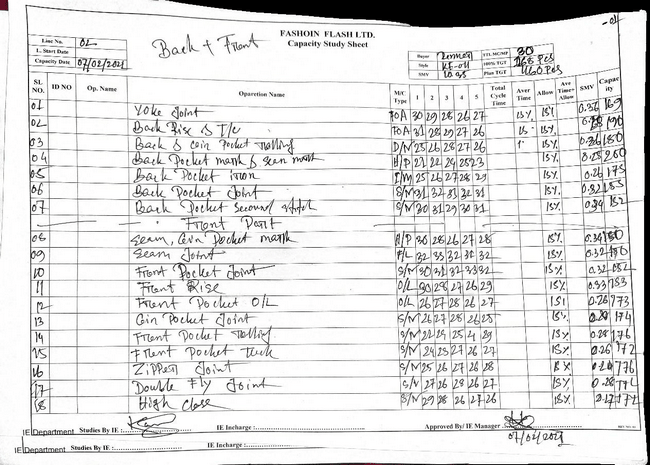
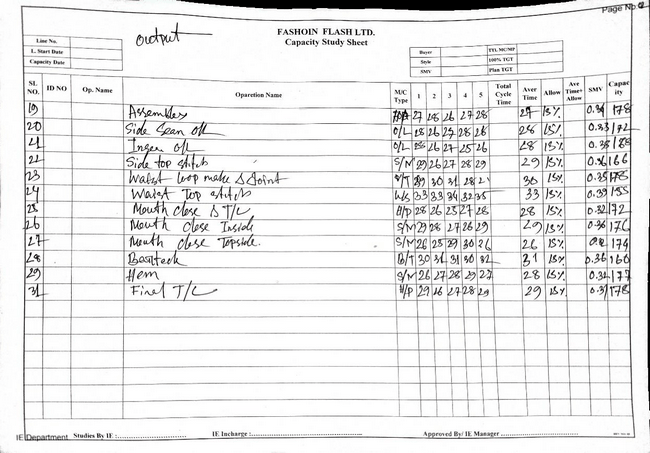
Table: Bottleneck remove using production study method
1. Process Name: Back pocket
2. Back Pocket Second Stitch

3. Process Name: Seam Joint
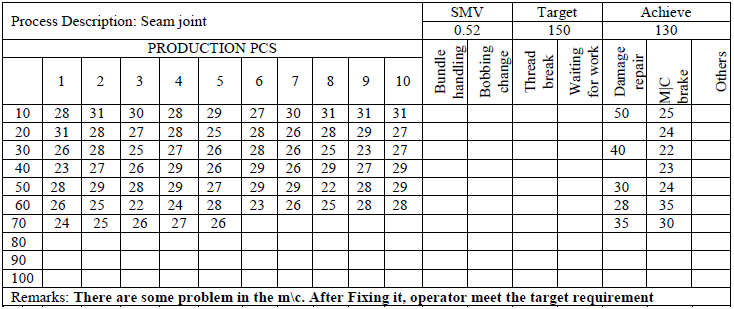
4. Process Name: Waist Belt Top Stitch

Table: SMV calculation before work method.


Table: SMV calculation after work method.


Table: Capacity calculation before work method.


Table: Capacity calculation after work method.

You may also like:
- Module & Responsibility of Industrial Engineering Department for Apparel Production
- Method Study in Apparel Industry – A Systematic Approach
- Techniques and Applications of Work Measurement in Apparel Industry
- Benefits of Work Study in Garments Industry
- Industrial Engineering Formulas for Textile Students and Professionals
- Line Balancing and Bottleneck in Garment Production Line
- Time and Action Plan for Garment Merchandising
- Improving Productivity of Garment Industry with Line Balancing
- Study on Effect of Applying Industrial Engineering Tools in Sewing Section
Founder & Editor of Textile Learner. He is a Textile Consultant, Blogger & Entrepreneur. Mr. Kiron is working as a textile consultant in several local and international companies. He is also a contributor to Wikipedia.





