
Improvement of Productivity in Apparel Industry by Line Balancing
Md. Nasim Reza1, Md. Shariful Islam and Md. Sajib Howlader
Department of Textile Engineering
Northern University Bangladesh
Email: [email protected]1
Abstract
Line balancing is a production strategy that involves balancing operator and machine time to match the production rate to the Takt time. For a given production line, if production time is exactly equal to Takt time, then the line is perfectly balanced. Otherwise, resources should be reallocated or rearranged to remove bottlenecks or excess capacity. In other words, the quantities of workers and machines assigned to each task in the line should be rebalanced to meet the optimal production rate. Line balancing helps to assign tasks to workstations, so that optimal assignment is achieved. This study deals with increasing overall efficiency of single model assembly line by eliminating bottlenecks and reducing the non-value-added activities at each work station by line balancing and work sharing method. The research methodology here includes calculation of hourly production capacity, cycle time per head of each process, identifying the bottlenecks and non –value-added activities and balancing of the production line by work sharing method. Line balancing by work sharing methods results in improved line efficiency and improved labor efficiency at the same time. Moreover, the points, those highlights in line balancing are: productivity improvement, efficient work flow, balanced cycle time, identification of faults, bottleneck reduction, efficient line balancing, reduced operational breakdown, equal work distribution, skilled, semiskilled and unskilled co-ordination and effective supervision.
CHAPTER 1
INTRODUCTION
1.1 Introduction:
Apparel industry is one of the world’s vital industries and the garment industry is a fundamental one within the supply chain of apparel industry. Within a single decade garments industry in Bangladesh has emerged as the single dominant industry [1]. It makes a significant contribution to the national economy by creating generous employment opportunities and reducing poverty through socioeconomic development [2]. The sector became very important concerning employment, foreign exchange earnings and its contribution to GDP. Still, in terms of productivity, its performance is below the mark even in the tough competitive market. To survive in this competitive market, productivity improvement is a vital issue in the case of RMG industry. In this business environment, the design of such manufacturing systems, which involves the design of products, processes and the plant layout before physical construction, becomes more and more important. Particularly, the design of an efficient assembly line has a considerable industrial importance [3]. Reducing Lean wastes and decreasing process bottlenecks will certainly improve the efficiency and productivity. The Finishing line is one of the critical phases in the RMG production. The production process of garments industry can be grouped into three main stages cutting, sewing and finishing [4]. The finishing line consists of a set of workstations in which several tasks are performed to enhance the suitability of the fabric for end use and the dimensional stability of the products. Tasks are assigned to operators based on their labor skill levels. Required manpower for each operation is determined through the calculation of cycle time and benchmark target per hour. Unequal workload among workstations results in bottlenecks and WIP. Work sharing method plays a vital role in eliminating these bottlenecks. Finally, a balanced layout is modeled for the finishing line.
1.2 Objectives of the Project:
- To equalize the work load among the operators.
- To identify the bottleneck operation.
- To establish the speed of the production line.
- To determine the number of workstations.
- To establish the percentage workload of each operator.
- To assist in plant layout.
CHAPTER 2
LITERATURE REVIEW
2.1 Background:
Line Balancing is leveling the workload across all processes in a cell or value stream to remove bottlenecks and excess capacity [5]. ALBP has been an active field of research over the past decades due to its relevancy to diversified industries such as garment, footwear and electronics [6]. The assembly line balancing problem (ALBP) involves distributing the tasks needed to manufacture any unit of the products to be assembled among the work stations along a manufacturing line [7]. The issue of line balancing with limited resources has always been a serious problem in industry [8]. The assembly line balancing problem has received considerable attention in the literature since 1954 [9]. The assembly line balancing problem was first introduced by Bryton in his graduate thesis. In his study, he accepted the number of workstations as constant, the workstation times as equal for all stations and work tasks as moving among the workstations. The first article was published in 1955 by Salveson. He developed a 0-1 integer programming model to solve the problem. However, since the ALB problem falls into the NP hard class of combinatorial optimization problems (Gutjahr and Nemhauser, 1964), it has consistently developed the efficient algorithms for obtaining optimal solutions. COMSOAL (Computer Method of Sequencing Operations for Assembly Lines) was first used by Arcus in 1966 as a solution approach to the assembly line balancing problem [10]. Numerous research efforts have been directed towards the development of computer-efficient approximation algorithms or heuristics (e.g. Kilbridge and Wester, 1961; Helgeson and Birnie, 1961; Hoffman, 1963; Mansoor, 1964; Arcus, 1966; Baybar, 1986a) and exact methods to solve the ALB problems. (e.g. Jackson, 1956; Bowman, 1960; Van Assche and Herroelen, 1978; Mamoud, 1989; Hackman et al., 1989; Sarin et al., 1999) [11]. Classification of ALB problem is primarily based on objective functions and problem structure. Different versions of ALB problems are introduced due to the variation of objectives [12]. ALBP with various objectives are classified into three types:
- ALBP-I: minimizes the number of workstations, for a given cycle time.
- ALBP-II: minimizes the cycle time, for a given number of workstations.
- ALBP-III: maximizes the workload smoothness, for a given number of workstations [13].
In type I problems, the ALBP of assigning tasks to workstations is formulated with the objective of minimizing the number of workstations used to meet a target cycle time. It can result in low labor costs and reduced space requirements. Type II problems maximize the production rate of an assembly line [14]. Since this objective requires a predetermined number of workstations, it can be seen as the counterpart of the previous one. In general, shop managers are concerned with the workload equity among all workers. The issue of workload smoothing in assembly lines allocates tasks among a given number of workstations, so that the workload is distributed as evenly as possible. This problem is known as Type III problem. The project here was focused on type-1 line balancing problem. Relevant data were collected from an apparel industry. The objective of the project was to eliminate the bottleneck and WIP which result in increased productivity.
2.2 Definition of Industrial Engineering:
Industrial engineering is the branch of engineering that involves figuring out how to make or do things better. Industrial engineers are concerned with reducing production costs, increasing efficiency, improving the quality of products and services, ensuring worker health and safety, protecting the environment and complying with government regulations.[20] They “work to eliminate waste of time, money, materials, energy and other commodities,” according to the Institute of Industrial Engineers. For example, industrial engineers may work to streamline an operating room, shorten a roller-coaster line, make assembly lines safer and more efficient, and speed up the delivery of goods.[20]
2.3 Line Balancing:
Line Balancing is leveling the workload across all operations in a line to remove bottlenecks and excess capacity, defined by Six Sigma Material. While considering mass production, garments are produced in lines or set of machines instead of a single machine.[21] A line may be an assembly line, modular line or section, a line set with online finishing and packing. One line includes multiple workstations with varied work contents. Production per hour is varied depending on work content (standard minutes of particular task/operation), allocation of total manpower to a particular operation, operator skill level, and machine capacity.[21] Operation with the lowest production per hour is called a bottleneck operation for that line. A bottleneck operation in a line determines the output of the line. That is why it is very important to increase the production of bottleneck processes or operations. Line supervisors, work-study officers find ways to increase production from the bottleneck operation and implement those means one by one to level work across operations.[21] In layman language, this is called line balancing. Secondly, Line balancing is essential because, if an excess capacity of sewing operators does not utilize production cost will be high and results in waiting and absorption of fixed cost. Though the above definition is widely accepted, I saw a few factories where industrial engineers name line balancing to something else. At the time of machine / manpower planning based on the work content of each operation, they prepare a sheet where operation wise manpower is calculated. Most of the cases calculated manpower gives a fraction of value but in reality, you can’t allocate to a fraction of manpower to an operation. So the manpower planner decides to which operations one machinist, to which operations two machinists or where only a single machinist will be allocated for two or three operations. The planner makes this decision based on the calculated data. In the following Figure, production per hour of two lines has been shown. The following Line chart indicates that Line B is better balanced than Line A.[21]
2.4 Methods of Line Balancing:
The most basic methods those are considered are:
- Time Study
- Process Theory
- Data Collection and Analysis.
2.5 Time study:
Time study, when properly undertaken, involves the use of specific control mechanisms to ensure that timing errors are within acceptable limits. Increasingly, timing is by electronic devices rather than by mechanical stopwatch; some of these devices also assist in subsequent stages of the study by carrying out the process of “extending” or converting observed times into basic times. The basic time is the time the element would take if performed at a specified standard rating.[22] The number of cycles that should be observed depends on the variability in the work and the level of accuracy required. Since time study is essentially a sampling technique in which the value of the time required for the job is based on the observed times for a sample of observations, it is possible using statistical techniques to estimate the number of observations required under specific conditions. This total number of observations should be taken over a range of conditions where these are variable and, where possible, on a range of workers.[22]
2.6 Cycle time:
Cycle time is all about the speed of delivery of the product/service to the market or customer. In order to understand the concept of Cycle time and to effectively manage it in our business or work place, one needs to know the answer to the following questions:
- What is Cycle time?
- Is Cycle time and Lead time the same?
- How is Cycle time significant in Revenue/Market perspective?
- How should one manage Cycle time for the benefit of their organization and customers?[23]
Cycle time is the time taken from the start of production of a particular unit to the completion of production. So, it is an internal metric and may not be visible to the customer. It signifies the effort spent on making the product.[23]
Cycle time = Production time + Waiting time for Production[23]
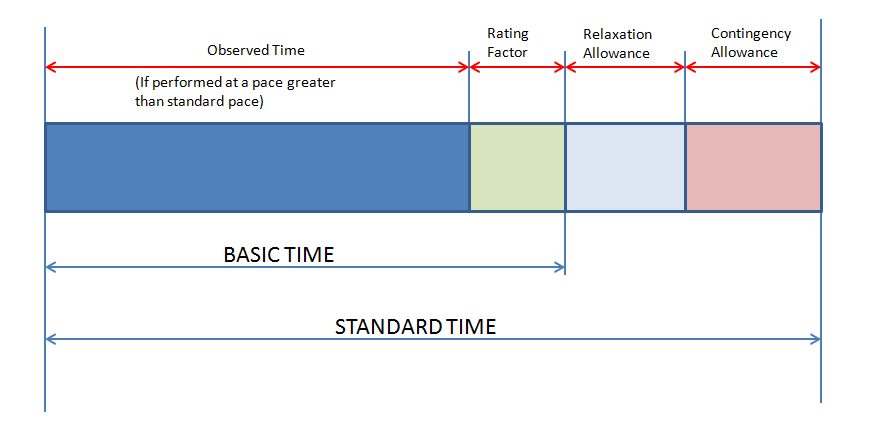
2.7 Standard Time:
Standard time is the time allowed to an operator to carry out the specified task under the specified condition and defined level of performance. This is a standard definition for standard time. Some additional time is added to the basic time to arrive standard time of a task. In practice, none can work throughout the day without taking rest. Operators need time for relaxation from fatigue. Various allowances are relaxation allowance, contingency allowance (like machine breakdown) and bundle allowance (for PBS system).[24]
Standard Time = Basic Time + Allowances[24]
The basic constituents of standard time are shown in the following chart. This chart shows how standard time is made up of the observed time and basic time of a job.[24]
2.8 SMV:
Standard Time (also referred to as the “Standard Minute Value” or “SMV”), is the time required for a qualified worker working at “Standard Performance” to perform a given task. The SMV includes additional allowances for Rest and Relaxation, Machine Delay and anticipated Contingencies.[25] The SMV is the universal measurement of time and its accuracy and consistency is essential as the foundation for measurement and organisation of key business processes such as Production Targets, Line Balancing, Production Planning, Incentive Schemes, and the quantification of Operator Performance and Factory Efficiency.[25]Establishing a precise SMV can, however, be extremely difficult when using traditional methods of work measurement. This is because production workers are neither robots nor machines, and do not work at a constant rate throughout the working day. Making accurate and consistent measurement is therefore very difficult. Moreover, people are affected by motivation, fatigue and job familiarity and therefore work at a varying performance level during the working period.[25]A reliable, predictive and ethical means of establishing Standard Time is, therefore, an essential element of today’s business process – and GSDCost is the world-leading means of achieving that goal.[25]
SMV = Basic time + Allowance. [15]
Basic Time: The basic time for the operation is found by applying concept of rating to relate the observed to that of a standard place of working. Calculated as follows,
…………………Observed time x Observed rating
Basic time = ——————————————————–
……………………………………….100
Example,
Rating 50 75 100 125
Observed time 1.3, 0.8, 0.6, 0.5
Basic Time =
1.3 x 50
—————– = 0.65
100
0.8 x 75
—————- = 0.6
100
0.6 x 100
————— = 0.6
100
0.5 x 125
—————- = 0.62
100
2.9 Productivity:
Productivity describes various measures of the efficiency of production. Often, a productivity measure is expressed as the ratio of an aggregate output to a single input or an aggregate input used in a production process, i.e. output per unit of input, typically over a specific period of time[16] The most common example is the (aggregate) labour productivity measure, e.g., such as GDP per worker. There are many different definitions of productivity (including those that are not defined as ratios of output to input) and the choice among them depends on the purpose of the productivity measurement and/or data availability. The key source of difference between various productivity measures is also usually related (directly or indirectly) to how the outputs and the inputs are aggregated into scalars to obtain such a ratio-type measure of productivity.[17] Types of production are mass production and batch production. Productivity is a crucial factor in production performance of firms and nations. Increasing national productivity can raise living standards because more real income improves people’s ability to purchase goods and services, enjoy leisure, improve housing and education and contribute to social and environmental programs. Productivity growth can also help businesses to be more profitable.[18]
2.10 Bottle Neck:
Process bottlenecks are among the reasons why projects get delayed, budgets burst from the added cost of delays, and the whole process becomes unpredictable.[26] Instead of fighting the symptoms, all that a manager needs is a simple bottleneck analysis and a set of prevention measures to save the day.[26]

In the simplest definition, a process bottleneck is a work stage that gets more work requests than it can process at its maximum throughput capacity. That causes an interruption to the flow of work and delays across the production process.[26] In other words, even if this work stage operates at its maximum capacity, it still can’t process all of the work items quick enough to push them to the next stages without causing a delay.[26]
You may also like: Bottleneck in Garment Production Line
2.11 The assembly line balancing:
Assembly line balancing is to know how tasks are to be assigned to workstations, so that the predetermined goal is achieved. Minimization of the number of workstations and maximization of the production rate are the most common goals. This paper presents the reviews of different works in the area of assembly line balancing and tries to find out latest developments and trends available in industries in order to minimize the total equipment cost and number of workstations.[27]
2.12 Definitions of Related Terms:
Assembly line balancing system may be classified into various sections. According to their function ,the models and definitions are described in the following.
2.12.1 Line Balancing:
Line Balancing is leveling the workload across all processes in a cell or value stream to remove bottlenecks and excess capacity. A constraint slows the process down and results if waiting for downstream operations and excess capacity results in waiting and absorption of fixed cost. [27]
2.12.2 Single-Model assembly line:
In early times assembly lines were used in high level production of a single product. But now the products will attract customers without any difference and allows the profitable utilization of Assembly Lines. An advanced technology of production which enables the automated setup of operations and it is negotiated time and money. Once the product is assembled in the same line and it won’t variant the setup or significant setup and it’s time that is used, this assembly system is called as Single Model Line. [27]

In this model the setup time between the models would be decreased sufficiently and enough to be ignored. So this internal mixed model determines the assembled on the same line. And the type of assembly line in which workers work in different models of a product in the same assembly line is called Mixed Assembly Line. [27]

In this model the uniformity of the assembled products and the production system is not that much sufficient to accept the enabling of the product and the production levels. To reduce the time and money this assembly is arranged in batches, and this allows the short term lot-sizing issues which made in groups of the models to batches and the result will be on the assembly levels. [27]

Production line balancing is an excellent model for attaining improved efficiency in the production process. Some of its benefits are:
- Reduces the amount of idle time in work stations
- Facilitates a streamlined flow of the production process
- It helps to create the right number of workstations and the number of operations to have in each station.
- Achieves high employee morale and camaraderie by consolidating processes
- Improves the rate of production and the output quality of the produced items
- Maximizes workforce utilization and production capacity
- Reduces wastage [28]
2.14 Complications in Line Balancing:
Assembly line balancing problems that occur in real world situations are dynamic and are fraught with various sources of uncertainties such as the performance of workers and the breakdown of machinery. This is especially true in the clothing industry. The problem cannot normally be solved deterministically using existing techniques. Recent advances in computing technology, especially in the area of computational intelligence, however, can be used to alleviate this problem. For example, some techniques in this area can be used to restrict the search space in a combinatorial problem, thus opening up the possibility of obtaining better results. Among the different computational intelligence techniques, Genetic Algorithms (GA) is particularly suitable. GAs are probabilistic search methods that employ a search technique based on ideas from natural genetics and evolutionary principles. To evaluate the appropriateness of the technique, results show that the GA approach performs much better than the use of a greedy algorithm, which is used by many factory supervisors to tackle the assembly line balancing problem.[19]
2.15 Formulas Applied in Line Balancing:
…………………………………………………….Total number of output per day per line
a. Assembly Line Labor Productivity = —————————————————————
…………………………………………………………………….Number of workers
…………………………………………Total number of output per day per line
b. Line Machine Productivity = ——————————————————————
…………………………………………………..Number of machines used
………………………………….Total number of output per day per line x SAM
c. Line Efficiency = —————————————————————————————– x 100%
………………………….Total man power per line x Total working minutes per day
………………………………………………Target per hour
d. Theoretical Manpower = —————————————————-
……………………………………….Process capacity per hour
……………..Man power x Working hour x 60
e. Target =—————————————————– x Efficiency %
…………………………………SMV
f. Standard Pitch Time (S.P.T) = Basic Pitch Time (B.P.T) + Allowances (%)
g. SMV = Basic time + (Basic time x Allowance)
h. Basic time = Observed time x Rating
…………………………..Total cycle time
i. Observed time = —————————–
……………………………..No of cycle
j. Earn minute = No of Pc’s (Production) x Garments SMV
k. Available minute = Work hour x Manpower
……………………………Work hour
l. Factory capacity =——————— x Total worker x Working day x Efficiency
………………………………SMV
m. Efficiency = (Earn minute x Available minute) x 100
2.16 Process Flow Chart:
To produce a garment, such in this case a T- Shirt, the following sequence is applied:

Back and Front part match
↓
Sleeve pair and Match
↓
Both shoulder join and T/C
↓
Neck rib measure cut and make
↓
Neck rib join and T/C
↓
Back neck tape join and cut
↓
Back neck tape Kantuck
↓
Back neck tape Top stitch and T/C
↓
Sleeve join and T/C
↓
Care label make
↓
Side seam with care label and T/C
↓
Sleeeve hem and T/C
↓
Body Hem and T/C

2.17 Sewing Machine Used for Processing:
| Machine Name | Quantity |
| SL 1 (Plain machine) | 5 |
| OL 4 | 11 |
| FL 3 | 3 |
CHAPTER 3
EXPERIMENTAL DESIGN
3.1 Methodology:
The basic concept of a line balancing methodology is to compare the productivity difference, by calculating the before and after effect of balancing the line. In the case for a basic t- shirt, the sewing line was modified or balanced with required operator and machine. For this process, a certain type, style color and size of a fabric was chosen. The required garment was a regular size men T- shirt with fabric type 95% of Cotton and 5% of Lycra. To apply the project, the whole sequence was being explored and some point of sequence was being analyzed. Then an operational sequence was created. This includes the modification of machine, man power, efficiency and process sequence modification. After that the manuscript was followed by situating the workers in the work station. This determines the experience of the operators and skills and machine types and a standard time for each job. The production for the garment was 1650 pcs per day, where the target was 1919 pcs per day. To increase the productivity the researches researcher try to develop standards time for each operation and individual workers performed by work study method which is sampling techniques and balancing the line by using Ranked positional weight and Largest Candidate techniques to increase the efficiency of the line, productivity, to decrease idle time in the line, to minimizes the bottlenecks and final to meeting the target output of the company.


Table 3.1 Measurements of Short Sleeve T-shirt:
 3.2 Data Analysis before Balancing:
3.2 Data Analysis before Balancing:
An operation bulletin is included that represents the process data before effecting the line balancing. According to the method, the data before the line balancing effect will be different to the process after and the required result will more increase than the result before. To follow that, the important amount and data are to be considered.
This table data is:
- SMV 4.30
- Line efficiency 47.3%
- Production per hours 192pcs (target is 209 pcs)
- Working time limit 10 hr pcs/day for 1919 pcs.
- Manpower 25 (Total operator 19, Helper 6)
Table 3.2 Operation Bulletin of T-Shirt before Line Balancing:


Table 3.3 Operation Bulletin of T-Shirt after Line Balancing:



The analysis shows the difference of both report in their individual way. The SMV was decreased and the efficiency was increased because of the manual modification of the system, called line balancing. Though the production output was relatively same, but because of the line balancing, the output took less workers to gain about same target as required. This method was one of the easier stages in all of the line balancing classes.
3.3 SMV Calculation in Line Balancing:
SMV = Basic time + (Basic time x Allowance)
| Process | Before Line Balancing (SMV) | After Line Balancing (SMV) |
| Back and Front part match | = 0.15 | = 0.15 |
| Sleeve pair and match | = 0.25 | = 0.25 |
| Both shoulder join and T/C | = 0.28 | = 0.28 |
| Neck rib measure cut and make | = 0.20 | = 0.20 |
| Neck rib join and T/C | = 0.40 | = 0.40 |
| Back neck tape join and cut | = 0.20 | = 0.20 |
| Back neck tape Kantuck | = 0.10 | = 0.00 |
| Back neck tape top stitch and T/C | = 0.28 | = 0.28 |
| Sleeve join and T/C | = 0.55 | = 0.47 |
| Care label make | = 0.15 | = 0.15 |
| Side seam with care label and T/C | = 0.90 | = 0.90 |
| Sleeve hem and T/C | = 0.50 | = 0.50 |
| Body hem and T/C | = 0.34 | = 0.34 |
| Total = | = 4.30 | = 4.12 |
3.4 Calculation of Sewing Productivity per Hour before Line Balancing:
………….Total operator x Working hour in per day x 60
Target = ———————————————————————- x efficiency %
………………………………………..SMV
…25 x 10 x 47.3
= ——————————– x 60%
……….4.30
= 1650 pcs per day
……………….1650
Per hour = —————-
………………..10
= 165 pcs per hour
3.5. Calculation of Sewing Productivity per hour after Line Balancing:
……………Total operator x Working hour in per day x 60
Target = ————————————————————————- x efficiency %
………………………………………….SMV
…22 x 10 x 51.50
= ——————————– x 60%
………..4.12
= 1650 pcs per day
……………….1650
Per hour = ———-
………………..10
= 165 pcs per hour
3.6 Calculation of Efficiency before Line Balancing:
……………………….SMV x Total Production x 100
Efficiency = —————————————————————-
………………..Total man power x Working hour x 60
…4.12 x 1650 x 100
= ———————————————
…….25 x 10 x 60
= 47.30 %
3.7 Calculation of Efficiency after Line Balancing:
………………………..SMV x Total Production x 100
Efficiency = ————————————————————————
………………..Total man power x Working hour x 60
…4.12 x 1650 x 100
= —————————–
……..22 x 10 x 60
= 51.50%
3.8 Calculation Of Productivity before Line Balancing:
……………………..Target per day or hour
Productivity = —————————————
…………………………….Man power
…1650
= ————-
…..25
= 66
3.9 Calculation of Productivity after Line Balancing:
………………………Target per day or hour
Productivity = ————————————————–
……………………………..Man power
…1650
= ————
…..22
= 75
CHAPTER 4:
RESULT AND DISCUSSION
4.1 Result:
Table 4.1 Comparative study on SMV, Productivity and Efficiency of a garment
| Item | SMV | Productivity | Line Efficiency | |||
| Before | After | Before | After | Before | After | |
| T-Shirt | 4.30 | 4.12 | 66 | 75 | 47.3% | 51.50% |



4.2 Result Discussion:
From figure 4.1 and 4.2 and 4.3 and table 3.5, it can be said that, the average hourly output of the system more than before effecting the line balancing. The productivity increased from 66 to 75 pcs.
CHAPTER 5
CONCLUSION
5.1 Conclusion:
Production-line balancing study tends to employ thought and ingenuity to change conditions. Production-line design and operation is more art than science. Labour flexibility is the key to effective resource management. The idea of worker’s checking and doing minor repair work on their own equipment possibly decreases the risk of equipment failure. Selecting an appropriate set of balancing mechanism is a part of work cell design and it must be linked with many other decisions for the system to function well.
References:
[1] M. Yunus and T. Yamagata. The garment industry in Bangladesh. Fukunishi ed., Dynamics of the Garment Industry in Low-Income Countries: Experience of the Asia and African (Interim Report). Chousakenkyu Houkokusho, IDE-JETRO, 2012.
[2] M. S. Islam, Md. A. Rakib and ATM. Adnan. Ready-Made Garments Sector of Bangladesh: Its Contribution and Challenges towards Development. Asian Dev. Stud, Vol. 5, Issue 2, June 2016.
[3] M. Baudin, (2002). Lean assembly: The nuts and bolts of making assembly operations flow. Productivity, New York.
[4] M. Vilà, J. Pereira “An enumerationprocedure for the assembly line balancing problembased on branching by non-decreasing idle time”,European Journal of Operational Research 229, pp. 106–113, 2013
[5] Mr. S.V. Kothavade, Mr. A.P. Kulkarni, Mr. H.M. Ghuman, Er. S.P. Deshpande. A Review on Different Techniques to Solve Assembly Line Balancing Problem.International Conference on Global Trends in Engineering, Technology and Management, pp. 154-161, 2016.
[6] J. C. Chen, C.C. Chen, L.H. Su, H.B. Wu, C.J. Sun “Assembly line balancing in garment industry” Expert Systems with Applications 39, pp. 10073–10081, 2012.
[7] W. Grzechca And L. R. Foulds. Assembly Line Balancing Problem with Task Splitting: A Case Study, IFAC-PapersOnLine 48-3, pp. 2002–2008, 2015.
[8] K. Agpak, H. Gokcen. Assembly line balancing: Two resource constrained cases. International Journal of Production Economics 96(1), pp. 129-140, 2005
[9] F. N. Silverman, J. C. Carter. A COST-BASED METHODOLOGY FOR STOCHASTIC LINE BALANCING WITH INTERMITTENT LINE STOPPAGES. Management Science. Vol. 32, No. 4, pp. 455-463, 1986.
[10] R. Zhu, Y. Ma. Information Engineering and Applications: International Conference on Information Engineering and Applications, IEA 2011.
[11] N. Kriengkorakot, N. Pianthong. The Assembly Line Balancing Problem: Review articles. KKU Engineering Journal Vol. 34 No .2, pp. 133 – 140, 2007.
[12] Md. K. Uddin, J. Luis M. Lastra. Assembly Line – Theory and Practice. IntechOpen, London, 2011.
[13] S. O. Tasan, and S. Tunali. A review of the current applications of genetic algorithms in assembly line balancing. Journal of Intelligent Manufacturing, 19(1), pp. 49–69, 2008.
[14] Md. N. Morshed and K. Saifujjaman Palash. Assembly Line Balancing to Improve Productivity using WorkSharing Method in Apparel Industry. Global Journal of Researches in Engineering: G Industrial Engineering Volume 14 Issue 3 Version 1.0 Year 2014.
[15] Scholl A, Becker C. State-of-the-Art Exact and Heuristic Solution Procedures for Simple Assembly Line Balancing. European Journal of Operational Research 2006; 168, 3, 1: 666–693.
[16] Encyclopedia of busine$$ and finance. Kaliski, Burton S., Macmillan Reference USA. New York: Macmillan Reference USA. 2001. ISBN 0028650654. OCLC 45403115
[17] Sickles, R., and Zelenyuk, V. (2019). Measurement of Productivity and Efficiency: Theory and Practice. Cambridge: Cambridge University Press. doi:10.1017/9781139565981
[18] Courbois and Temple 1975, Gollop 1979, Kurosawa 1975, Pineda 1990, Saari 2006, Hitt and Brynjolfsson 1996, Sickles and Zelenyuk (2019)
[19] Suresh G, Vinod VV, Sahu S. A Genetic Algorithm for Assembly Line Balancing. Production Planning and Control 1996; 7, 1: 38–46.
[20]. https://www.livescience.com/48250-industrial-engineering.html
[21]. https://www.onlineclothingstudy.com/2013/02/what-is-line-balancing.html
[22]. https://www.ims-productivity.com/page.cfmachineontent/Time-Study/
[23]. https://www.whatissixsigma.net/cycle-time/
[24]. https://www.onlineclothingstudy.com/2014/08/difference-between-basic-time-and.html
[25]. https://www.gsdhq.com/defining-standard-time*
[26]. https://kanbanize.com/lean-management/pull/what-is-bottleneck
[27]. https://globaljournals.org/GJRE_Volume13/4-Assembly-Line-Balancing-A-Review-of.pdf
[28]. https://corningdata.com/what-is-production-line-balancing/
List of Abbreviation
| Abbreviation | Full Name |
| SAM | Standard Allocated/Allowed Minutes |
| SMV | Standard Minute Value |
| ASME | American Society of mechanical engineer |
| AIIE | American Institute of Industrial Engineer |
| LB | Line Balancing |
| WIP | Work In Process |
| IE | Industrial Engineering |
| GSD | General Sewing Data |
| KPI | Key Performance Indicator |
| ASO | Assistant Sewing Operator |
You may also like:
- Module & Responsibility of Industrial Engineering Department for Apparel Production
- Method of Planning, Monitoring and Increasing Productivity in Cutting Room
- How to Improve Productivity and Saving Cost in Sewing Department
- Cutting and Sewing Quality in Readymade Garments
- Functions of Quality Assurance Department in Garment Industry
- Quality Control in Garment Manufacturing Process
Founder & Editor of Textile Learner. He is a Textile Consultant, Blogger & Entrepreneur. Mr. Kiron is working as a textile consultant in several local and international companies. He is also a contributor to Wikipedia.






Good Side.