
Comparative Study of Conventional Alkali Scouring and Bio Scouring of Cotton Knitted Fabrics
Apu Kumar Das1, Anijit Roy, Md. Azad Parvez
Amit Majumder, Md. Wasif Imam, Md. Rabiat Ul Islam
Md. Tafazzal Hossain & Mohammed Raisul Islam
Dept. of Wet Processing
Textile Engineering College, Chitttagong
Email: [email protected]1
ABSTRACT
This study attempted to evaluate the eco-friendly bioscouring and the conventional chemical (mainly NaOH) scouring processes of cotton knitted fabric and comparison between the effectiveness of both types of scouring process on cotton knitted fabrics in the Textile industries. In this study the cotton knitted fabrics firstly scoured with NaOH and enzyme separately. Then the two types of scoured fabrics dyed with 0.5%, 1%, and 3% shades and properties of dyed fabrics compared. This study provides a set of experimental results, discussion and comparison between the two processes. Bioscouring shows better properties than Conventional scouring in most cases such as, bioscouring needs not as high temperature and much time as conventional scouring needs, Bioscouring cause in less strength damage than conventional scouring, Fabrics weight loss in bioscouring (about 3-10%) is less than conventional scouring, significant fewer amounts of effluent discharges in bioscouring than caustic scouring. The only disadvantage of bioscouring is light-colored shades cannot be produced or very difficult match. Though both processes have some restriction in the textile sector, they can be properly utilized by evaluating their respective advantages and disadvantages.
CHAPTER 1
INTRODUCTION
1.1 Introduction
In the conventional textile wet processing, the grey fabric has to undergo a series of chemical treatments before it turns into a finished fabric. This includes desizing, scouring, mercerization, bleaching and washing. The chemicals used for all these steps are quite toxic. In the various pre and post operations during fabric manufacture, the non-cellulosic and foreign constituents are removed partially or completely.
The use of enzymes in the textile industry is an example of white industrial biotechnology, which allows the development of environmentally friendly technologies in fiber processing and strategies to improve the final product quality. The consumption of energy and raw-materials, as well as increased awareness of environmental concerns related to the use and disposal of chemicals into landfills, water or release into the air during chemical processing of textiles are the principal reasons for the application of enzymes in finishing of textile materials.
The cotton fiber is a single biological cell with a multilayer structure. These layers are structurally and chemically different, and contain approximately 10% by weight of non-cellulosic substances such as lipids, waxes, pectic substances, organic acids, proteins / nitrogenous substances, non- cellulosic polysaccharides, and other unidentified compounds included within the outer layer of the fiber. These non-cellulosic materials create a physical hydrophobic barrier which protects the fiber from the environment throughout development; they provide lubrication during textile processing, and affect the enhancement of the fabrics wettability and absorbency.
The common industrial removal of these impurities is conventionally carried out by treating the fabric with sodium hydroxide. Although alkaline scouring is effective and the cost of sodium hydroxide is low, the process is costly because it consumes large quantities of energy, water, and auxiliary agents. The potential for the environmental contamination and depletion of natural resources is also serious. The strict pH and temperature requirements for alkaline scouring are damaging to many fibers. The treatment is generally at a high temperature 80-100oC, employing strongly alkaline solutions of the scouring agent, e.g. pH 13-14. Due to the non-specific nature of chemical processes not only are the impurities but the cellulose itself is attacked, leading to damages in strength or other desirable fabric properties. The softness of the cellulosic fabric is a function of residual natural cotton waxes. Furthermore, the conventional scouring process can cause environmental problems due to the highly alkaline effluent from these processes.
The scouring stage prepares the fabric for the optimal response in bleaching. An inadequately scoured fabric will need a higher level of bleach chemical in the subsequent bleaching stages.
Before the fabric can be dyed, the applied sizing agent and the natural non-cellulosic materials present in the cotton must be removed. Conventionally the scouring process carried out by treating the fabric with caustic soda and sodium hydroxide at 70oC to 90oC. The use of traditional strongly alkaline process can have a detrimental effect on fabric weight (gsm) and on the environment. Enzymatic scouring makes it possible to effectively scour fabric without negatively affecting the fabric or the environment. Hydrolysis by enzymes such as pectinases promotes efficient interruption of the matrix to achieve good water absorbance without the negative side effect of cellulose destruction. This process is called bio-scouring. It breaks down the pectin in the cotton and thus assists in the removal of waxes, oils and other impurities. The optimum temperature is 50-65oC and pH between 7.5 -9.0. The fabric gives better wetting and penetration properties, making subsequent bleach process easy and resultantly giving much better dye uptake.
A wide range of studies have been carried out on bio-preparation of cotton in the preceding 10-12 years. The results clearly show that in bio-scouring of cotton degradation of pectic substances is one of the most essential processes. Enzymatic degradation of pectic accelerates the removal of waxy materials from the cotton primary wall, thus produces water wettable cotton. The aim of our thesis was to find out the effectiveness of Bio-scouring over Conventional scouring and the properties of bio-scoured cotton knitted substrates.
1.2 Aim of project and thesis
- To investigate the subsequent properties of the treated cotton knitted fabric.
- To study the eco-friendly characteristics of the processes.
- To find out the more effective process of scouring.
CHAPTER 2
LITERATURE REVIEW
2.1 Structure of cotton
Cotton, the seed hair of plants of the genus Gossypium, is the purest form of cellulose readily available in nature. It has many desirable fiber properties making it an important fiber for textile applications. Cotton is the most important of the raw materials for the textile industry. The cotton fiber is a single biological cell with a multilayer structure The layers in the cell structure are, from the outside of the fiber to the inside, cuticle, primary wall, secondary wall, and lumen. These layers are different structurally and chemically. The primary and secondary walls have different degrees of crystallinity, as well as different molecular chain orientations. The cuticle, composed of wax, proteins, and pectins, is 2.5% of the fiber weight and is amorphous. The primary wall is 2.5% of the fiber weight, has a crystallinity index of 30%, and is composed of cellulose. The secondary wall is 91.5% of the fiber weight, has a crystallinity index of 70%, and is composed of cellulose. The lumen is composed of protoplasmic residues. Cotton fibers have a fibrillar structure. The whole cotton fiber contains 88 to 96.5% of cellulose, the rest are non-cellulosic polysaccharides constituting up to 10% of the total fiber weight. The primary wall in mature fibers is only 0.5-1 µm thick and contains about 50% of cellulose. Non-cellulosic constituents consist of pectins, fats and waxes, proteins and natural colorants. The secondary wall, containing about 92- 95% cellulose, is built of concentric layers with alternatic shaped twists. The layers consist of densely packed elementary fibrils, organized into micro fibrils and macro fibrils. They are held together by strong hydrogen bonds. The lumen forms the center of the fibers. Cotton is composed almost entirely of the polysaccharide cellulose. Cotton cellulose consists of crystalline fibrils varying in complexity and length and connected by less organized amorphous regions with an average ratio of about two-thirds crystalline and one-third non-crystalline material, depending on the method of determination.

The chemical composition of cellulose is simple, consisting of anhydroglucose units joined by β-1,4-glucosidic bonds to form linear polymeric chains. The chain length, or degree of polymerisation (DP), of a cotton cellulose molecule represents the number of anhydroglucose units connected together to form the chain molecule. DP of cotton may be as high as 14 000, but it can be easily reduced to 1000–2000 by different purification treatments with alkali. The crystalline regions probably have a DP of 200 to 300. Correspondingly, the molecular weight (MW) of cotton usually lies in the range of 50,000–1,500,000 depending on the source of the cellulose. The individual chains adhere to each other along their lengths by hydrogen bonding and Van der Waals forces. The physical properties of the cotton fiber as a textile material, as well as its chemical behaviour and reactivity, are determined by arrangements of the cellulose molecules with respect to each other and to the fiber axis.
You may also like: Physical, Chemical and Morphological Structure of Cotton Fiber
2.1.1 Non cellulosic constituents of cotton
The primary wall is about 1 µm thick and comprises only about 1 % of the total thickness of cotton fiber. The major portion of the non-cellulosic constituents of cotton fiber is present in or near the primary wall. Non cellulosic impurities, such as fats, waxes, proteins, pectins, natural colorants, minerals and water-soluble compounds found to a large extent in the cellulose matrix of the primary wall and to a lesser extent in the secondary wall strongly limit the water absorbency and whiteness of the cotton fiber. Pectin is located mostly in the primary wall of the fiber.

It is composed of a high proportion of D-galacturonic acid residues, joined together by α(1→4)-linkages. The carboxylic acid groups of some of the galacturonic acid residues are partly esterified with methanol. Pectic molecule can be called a block-copolymer with alternating the esterified and the non-esterified blocks. In the primary cell wall pectin is covalently linked to cellulose or in other plants to hemicellulose, or that is strongly hydrogen- bonded to other components. Pectin is like powerful biological glue. The mostly water-insoluble pectin salts serve to bind the waxes and proteins together to form the fiber`s protective barrier.
The general state of knowledge of the chemical composition of a mature cotton fiber is presented in Table 2.1.
Table 2.1: Typical Values for the Composition of a Mature Dry Cotton Fiber
| Composition of a Fiber | Composition of the Cuticle% | |||
| Constituent | Typical% | Low% | High% | |
| Cellulose | 94.0 | 88.0 | 96.0 | |
| Protein (N-6.25) | 1.3 | 1.1 | 1.9 | 30.4 |
| Pectic substances | 0.9 | 0.7 | 1.2 | 19.6 |
| Wax | 0.6 | 0.4 1 | 1.0 | 17.4 |
| Mineral matters | 1.2 | 0.7 | 1.6 | 6.5 |
| Maleic, citric, and other organic acids | 0.8 | 0.5 | 1.0 | |
| Total sugars | 0.3 | |||
| Cutin | 8.7 | |||
Table 2.1 shows that non-cellulosic materials account for only a very small amount of the fiber weight. These materials are amorphous and are located in the cuticle and the lumen. The cuticle forms a protective layer to shield the cotton from environmental attacks and water penetration. Waxy materials are mainly responsible for the non-absorbent characteristics of raw cotton. Pectins may also have an influence, since 85% of the carboxyl groups in the pectins are methylated.
Row cotton fibers have to go through several chemical processes to obtain properties suitable for use. With scouring, non-cellulose substances (wax, pectin, proteins, hemicelluloses…) that surround the fiber cellulose core are removed, and as a result, fibers become hydrophilic and suitable for bleaching, dyeing and other processing.
By removing pectin, it is easier to remove all other non-cellulosic substances. The processes of bio scouring that are in use today are based on the decomposition of pectin by the enzymes called pectinases.
2.2 Enzymes
Enzymes are biological catalysts that accelerate the rate of chemical reactions. All enzymes are made of protein and they each have a very specific 3 dimensional shape. The shape is different for each enzyme and each enzyme only works on one substance or type of chemical reaction i.e. amylase speeds up the breakdown of starch into the sugar maltose. Catalase speed up the breakdown of hydrogen peroxide. The reason for this is that the substrate fits into a special region of the enzyme called the active site. When in the active site the enzyme can catalyse the reaction. The active site is a special shape and will therefore only allow molecules of a certain shape inside. The reaction happens with lower activation energy which is reached by forming an intermediate enzyme – substrate. Later the substrate molecule is converted into the product and the enzyme itself is regenerated.
Enzymes are high molecular weight proteins that are produced by living organisms. In the reaction itself the enzymes are not used up, they do not become a part of the final product of the reaction, but only change the chemical bonds of other compounds. After the reaction is complete, the enzyme is released again, ready to start another reaction. Usually most enzymes are used only once and discarded after their catalytic action. They have molecular weights ranging from 10,000 to 2,000,000. Some enzymes require small non-protein molecules, known as co-factors, in order to function as catalysts.
Enzymes can work at atmospheric pressure and in mild conditions with respect to temperature and acidity (pH). Most enzymes function optimally at a temperature of 30ºC-70ºC and at pH values, which are near the neutral point (pH 7). Enzyme processes are potentially energy saving and save investing in special equipment resistant to heat, pressure or corrosion. Due to their efficiency, specific action, the mild conditions in which they work and their high biodegradability, enzymes are very well suited for a wide range of industrial applications. Enzymes are used in the textile industry because they accelerate reactions, act only on specific substrates, operate under mild conditions, are safe and easy to control, can replace harsh chemicals and are biodegradable.
Commercial sources of enzymes are obtained from three primary sources, i.e., animal tissue, plants and microbies. These naturally occurring enzymes are quite often not readily available in sufficient quantities for food applications or industrial use. Commercial quantities can be obtained by isolating microbial strains that produce the desired enzyme and optimizing the conditions for growth. This technique, well known for more than 3,000 years, is called fermentation. Several methods, such as submerged fermentation (SMF), solid-state fermentation (SSF) and whole cell immobilization have been successfully used for enzyme production from various microorganisms.
For practical applications, immobilization of microorganisms on solid materials offers several advantages, including repeated usage of enzyme, ease of product separation and improvement of enzyme stability. Today, this fermentation process is carried out in a contained vessel. Once fermentation is completed, the microorganisms are destroyed; the enzymes are isolated, and further processed for commercial use. Enzyme manufacturers produce enzymes in accordance with all applicable governmental regulations. Most of the industrial enzymes are produced by a relatively few microbial hosts like Aspergillus and Trichoderma fungi, Streptomyces fungi imperfecti and Bacillus bacteria. Yeasts are not good produces of extra cellular enzymes and are rarely used for this purpose. There is a large number of microorganisms which produce a variety of enzymes. Microorganisms producing enzymes of textile important are listed in Table 2.2.
Table 2.2: Microorganisms producing enzymes
| Microorganisms | Enzymes |
| 1. Bacteria | |
| Bacillus subtilis | Amylase |
| B. coagulans | α-amylase |
| B. licheniformis | α-amylase, protease |
| 2. Fungi | |
| A. niger | Amylases, protease, pectinase, glucose oxidase |
| A. oryzae | Amylases, lipase, protease |
| Candela lipolytica | Lipase |
| P. notatum | Glucose oxidase |
| Rhizopus sp. | Lipase |
| Trichodermareesei | Cellulase |
| T. viride | Cellulase |
| Ascomycetes | α-amylase |
| Basidomycetes | α-amylase |
| Aspergillus sp. | Pectinase, lipase |
Enzymes are categorized according to the compounds they act upon: pectinases which break down pectins, proteases which break down proteins, cellulases which break down cellulose, lipases which split fats (lipids) into glycerol and fatty acids, and amylases which break down starch into simple sugars. Major types of enzymes used in the textile industry and their application are given in Table 2.3.
Table 2.3: Major types of enzymes used in textile industry
| Type of enzyme | Application |
| Pectinase | Breaks down pectins in scouring (Bio-scouring) |
| Proteases | Scouring of animal fibers, degumming of silk and modification of wool properties |
| Cellulase | Break down cellulosic chains to remove protruding fibers by degrading and create wash-down effect by surface etching on denims (Bio-denim washing) |
| Lipases | Elimination of natural triglycerides (in scouring) or present in desizing (tallow compounds) |
| Amylase | To decompose starches applied in sizing (Bio-desizing) |
Moreover, cellulases, pectinases, hemicellulases, lipases and catalases are used for different cotton pre-treatment and finishing processes.
Cellulase enzymes were first introduced after decades of amylase usage as an industry standard for desizing processes. Today, efforts within the textile industry seem to focus on replacing traditional natural-fiber scouring processes with enzyme-based solutions. As the purpose of scouring is to remove natural impurities such as polymeric substances like pectins, waxes and xylomannans, among others from cotton or other natural fibers, there are plenty of enzyme that can act on such impurities. Alkaline pectinases, which loosens fiber structure by removing pectins between cellulose fibrils and eases the wash-off of waxy impurities, is the key enzyme for a bio- scouring process. Other enzymes including cellulases, hemicellulases, proteases and lipases have been tested, but at present, the only commercial bio-scouring enzyme products are based on pectinases. An efficient bio preparation process should be based on a combination, preferably simultaneously, of enzymes for desizing, scouring and bleaching in one bath. Success in developing such a process would result in a simple process, including savings in water, time and energy consumption. Compared to conventional alkaline boiling off, the advantages of bio-scouring are obvious that it can save water and time by reducing one rinsing cycle: save energy by lowering the treatment temperature from boiling to around 50-600C, and permit less fiber weight loss and less COD and BOD in the effluent. The novel enzyme allows for the system to perform at much lower temperatures for bleaching and at neutral pH levels.
2.2.1 Mode of action of enzyme with Cotton
Enzymes or cellulases have a protein like structure with primary, secondary, tertiary and quaternary structures and that are susceptible to degradation due to temperature, ionizing radiation, light, acids, alkali, and biological effect factors. Cellulases are capable of breaking the 1, 4-B-glucoside bond of cellulose randomly. When cotton fabric is treated with a cellulase solution under optimum condition: Cellulase hydrolyses cellulose by reaching to the 1, 4-B-glucoside bond of the cellulose molecule.
As a result of which the fabric surface becomes smooth with the loss of surface fibers and the hand becomes soft. There is also loss in strength proportional to the amount of weight reduction.
Enzymes are large molecular complex and can’t penetrate interior of the fabric. Hence enzyme action takes place preferentially on the surface. Where cleavage of cellulose chain occurs, Microfibrils, which are loose fibers break off under the influence of bio-catalytic degradation and results in better mechanism or modify the surface of the fabric.
Enzymes contain activity centre in three dimensional structure form namely fissures, holes, pockets, cavities, hollows. These enzymes first of all form an enzyme substance complex on the surface of the cellulose. Bio-reaction then takes place in the above mentioned substrate mentioned enzyme substrate complex. Finally, the complex disintegrates with the release of the reaction products and the original enzymes, which are once again available.
The mechanism of cellulase action on cellulose as shown by Fig.2.3 is as follows: (i) the endoglucanases degrades cellulose by selectively cleaving through the amorphous sites and breaking long polymer chains into shorter chains, (ii) cellobiohydrolases degrades cellulose sequentially from the ends of glucose chains, thus producing cellobiose as the major product and it plays a mediator role in degrading cellulose, and (iii) B-glucosidases complete the hydrolysis reaction by converting cellobiose into glucose.

2.3 Caustic Soda (NaOH)
Sodium Hydroxide, commonly known as caustic soda or sodium hydrate, is a caustic compound which attacks organic matter. Caustic soda is available commercially in various white solid forms and as a solution of various concentrations in water. It is very soluble in water, alcohol, and glycerine and absorbs carbon dioxide and moisture from the air.
Physical and chemical properties of NaOH is as follow-
- Physical state: White, deliquescent pellets or flakes
- Melting point: 318oC
- Boiling point: 1390oC
- pH: 13-14(0.5% soln )
- Flash point: Not considered to be a fire hazard
- Stability: Stable under ordinary conditions
2.3.1 Mechanism of action with cotton during Scouring
Cotton fabrics arrive at mills with number of impurities. This includes motes, seed coat fragments, pesticides, dirt, chemical residues, metallic salts of various kinds and immature fibers.
Scouring with NaOH cleans by physical loosening fragments from the fabric and by dissolution of metallic salts and chemical residues. It softens and preconditions the seed coat fragment materials entrapped in the yarns and the fabrics. The dilute alkali swells the seed coat fragment material and opens up the cell structure to access the hydrogen peroxide in bleaching that takes place later. The swelling process helps to loosen the attachment of the seed coat fragments from the yarn and fibers. High temperature in the presence of sodium hydroxide melts some of the waxy material and converts some of it to a water-soluble form. It also converts non-cellulosic material (pectins, hemicelluloses and proteins) in the cuticle primary wall to water soluble forms to effect removal.
More precisely, the scouring process is based on the reaction between cotton impurities and alkali hydroxide. Traditional scouring implies a certain alkali consumption that determines the minimum concentration of sodium hydroxide to be used. When sodium hydroxide is brought into contact with the cotton fabric, some of the alkali absorbs, since the hydroxyl groups of cellulose have a weak acidic character. So at pH around 13-14, cellulose absorbs about 1% or 10 g/kg of sodium hydroxide. Alkali 0.5% of the sodium hydroxide concentration is required to change the pectins into water soluble salts of pectic or meta-pectic acid. Neutralisation of the amino acids obtained by hydrolysis of the protein used around 1% of sodium hydroxide. It is evident that around 3% to 4% of sodium hydroxide is necessary for the saponification of waxes and to maintain sufficient alkalinity. Literature reveals that fats are esters of fatty acids with glycerol and constitute around 37% to 47% of the total fat constituents. They have low melting points and are hydrolysed into soaps and glycerol (saponification reaction) quite easily using an aqueous solution of NaOH.
So, during the scouring process, the intra and intermolecular hydrogen bridges of the cellulose are cleaved and the polar hydroxyl groups of the polysaccharides are solvated. The fabric swells, and this facilitates transport of the impurities from the interior of the fiber to the outside. Now The removal of impurities of cotton during scouring with NaOH i.e. alkaline scouring process shown in Table 2.4.
Table 2.4: The removal of impurities of cotton during alkaline scouring process
| Impurities |
|
| Fats and waxes |
|
| Pectin and related substances |
|
| Proteins and amino acids |
|
| Hemicelluloses |
|
| Inorganic substances, minerals and heavy metals |
|
2.4 Reactive Dyes
Nowadays reactive dyes are very popular for textile coloration because of its some specific properties like colorfastness, wide range of shade, brilliance of shade, good reproducibility and simple application procedure. It reacts with fiber functional group such as hydroxyl group (-OH) of cellulosic fiber or amino group (-NH2) of protein fiber in presence of alkali and adheres as part of the fiber. So, reactive dye is called ‘Fiber reactive dye’.
The features of reactive dye is as follow-
- Directly soluble in water.
- Creates covalent bond with fiber and becomes a part of the fiber.
- Suitable for both cellulosic and protein fibers.
- Comparatively cheap.
- Easy application.
- Simplify dyeing procedure.
- No oxidation/reduction.
- Brilliant shade can be produced.
- Good fastness properties.
- The color yield and brilliancy of shades are enhanced significantly by mercerization

Basically reactive dyes are halogenated nitrogen containing heterocyclic compound or activated vinyl group containing compound which are represented in short form D-R-X and D-F-CH=CH2. There are two types of reactions take place between fiber and reactive dye during dyeing-
1. Substitution reaction: This type of reaction occurs between halogenated nitrogen containing heterocyclic reactive dyes and fibers:
D-R-Cl + Cell-OH ………………………………………… D-R-O-Cell + HCl
Dye Cellulosic fiber Dyed material
2. Addition reaction: This type of reaction occurs between activated vinyl group containing reactive dyes and fibers:
D-F-CH=CH2 + Cell-OH ………………………………………… D-F-CH2-CH2-O.Cell
Dye Cellulosic fiber Dyed material
2.4.1 Dyeing mechanism of reactive dyes
Three principle steps are happened during reactive dyeing-exhaustion, fixation or reaction and after treatment or washing. When a cellulosic fiber is immersed into dye solution, negative charge produce and surrounded the fiber. On the other hand, the reactive dyes produce negative charge into the dye bath. Thus repulsion force occurred. Use of electrolytes neutralizes the negative surface charge of the fiber. Due to affinity of the reactive dyes to the fiber facilitates the dye molecules move forward to the surface of the fiber. These face of dyeing is called adsorption. Then the dye molecules diffused into the swelled fifer structure through fiber pores and distribute over the fiber-this step is called exhaustion. Finally the migrated dye molecules fix with fiber by making a strong covalent bond with cellulose-this step is called fixation. After that, the unfixed and loosely attached hydrolyzed dyes are removed by successive soap, hot and cold washing process; which can ensure an improvement of the overall shade and fastness of reactive dyeing.
Cell-OH + HO- ……………………………….. Cell-O- + H2
Cellulose …………………………………. Cellulosate ion
Cell-O- + Dye-Cl ……………………………. Cell-O-Dye + Cl-
Cellulosate ion …………………………………. Dyed fiber
CHAPTER 3
MATERIALS and METHODS
3.1 Raw materials used
- Grey cotton knit fabric
- Enzyme
- Dyes
- Chemicals and auxiliaries
- Water
3.1.1 Fabric Specification
In this experiment, grey cotton knit fabric used which was collected from local market. Used cotton knit fabric had following specifications-
- Fabric construction :single jersey
- Yarn count : 30’s
- GSM : 160
- Strength : 290 Newton
3.1.2 Enzyme Specification
- Name : Scourzyme HSL
- Type : Cellulase
- Company : Multichemi Bangladesh Pvt. Ltd.
3.1.3 Reactive Dye
In this experiment, reactive dye was used. Specification of the dye as follows-
- Trade Name: NOVACRON RED FN-2BL
……………….. . : NOVACRON YELLOW FN-2R
…………………. : NOVACRON BLUE FN-R - Hue: Red, Yellowand Blue
- Manufacturer: Huntsman
- Country: Switzerland
- Supplier: Swiss Colours Bangladesh Ltd.
3.1.4 Chemicals and Auxiliaries
Following chemicals were used mentioned with their suppliers.
Table 3.1: Chemicals and Auxiliaries name with suppliers
| SL. NO. | Materials | Supplier |
| 01 | NaOH | MERCK Specialities private Ltd. India |
| 02 | Na2SO4 | DYSIN |
| 03 | Levelling agent | DYSIN |
| 04 | Wetting agent | DYSIN |
| 05 | Sequestering agent | DYSIN |
| 06 | Detergent | James H. Heals, UK |
3.1.5 Water
Due to having no water treatment plant in the dyeing lab, raw untreated water was used for the experiment.
3.2 Machines and equipment’s used
Table 3.2: Machine and equipment used
| Sl No. | Machine Name | Brand Name | Model No. | Manufacturer | Country |
| 01 | Washing and dry cleaning color fastness | Gyrowash | 415/8 | James H. Heal | U.K. |
| 02 | Laboratory oven dryer | N/A | HX-30 | James H. Heal | U.K. |
| 03 | Spectrophotometer | Data color | Data color-650 | N/A | USA |
| 04 | pH Meter | Eutech | pH5 | N/A | Singapore |
3.3 Conventional Scouring
Scouring is performed to remove any impurities present in the fabric. The impurities (i.e. oil and wax, lubricants, dirt, surfactants, residual tints) are removed using an alkaline solution, typically sodium hydroxide, at high temperatures to breakdown or emulsify and saponify impurities. The specific scouring procedures vary with the type of fiber or cloth construction. Because soaps and detergents used during scouring may precipitate in hard water, process water is usually softened prior to the start of the scouring process.
3.3.1 Material Preparation
A single jersey Cotton Knitted fabric having GSM 160 was supplied by the supervisor which consists of dirt, dust, oil; wax etc. We took 4 samples from it each weighing 20 grams. Before the scouring treatment the substrate was washed in distilled water to extract the water soluble constituents and then dried in Laboratory oven dryer. After washing and drying the oven dry weight of the samples were measured in an Electric Balance.
3.3.2 Recipe formulation
Conventional scouring was carried out by the following recipe-
- NaOH: 3 g/L
- Sequestering agent: 1 g/L
- Wetting agent: 2 g/L
- Detergent: 1 g/L
- Temperature: 100oC
- Time: 60 min
- M: L : 1:10
3.3.3 Stock Solution Preparation
During the lab deep preparation a little amount of chemicals were required. The measurement of little amount of chemicals are very complex. So, stock solution was needed to prepare. By the preparation of stock solution we can easily take required amount of chemicals from the stock solution by the following calculation-

3.3.4 Scouring Curve

3.3.5 Scouring Procedure
The required amount of water, chemicals were taken for each sample in the individual pot of Washing and dry cleaning color fastness (Gyrowash). Then the samples were immersed and stirred properly in the solution of the pots. Then the samples were treated in the Gyrowash according to the curve.
3.3.6 Washing and Drying
After the completion of the scouring process the samples were rinsed twice with hot water and cold water respectively and squeezed properly. Then the laboratory oven dryer was used for drying the samples. After washing and drying the oven dry weight of the scoured samples were measured with the help of an Electric Balance.
3.4 Bio Scouring
With the increasingly important requirement for textile industries to reduce pollution in textile production, the use of enzymes in the chemical processing of fibers and textiles is rapidly gaining wider recognition because of their non-toxic and eco-friendly characteristics. Enzymes were discovered in the second half of the nineteenth century, and since are routinely used in many environmentally friendly and economic industrial sectors. There is increasing demand to replace some traditional chemical processes with biotechnological processes involving microorganisms and enzymes such as pectinases, xylanases, cellulases, laccases and ligninases.
3.4.1 Material Preparation
A single jersey Cotton Knitted fabric having GSM 160 was supplied by the supervisor which consists of dirt, dust, oil, wax etc. We took 4 samples from it each weighing 10 grams. Before the scouring treatment the substrate was washed in distilled water to extract the water soluble constituents and then dried in Laboratory oven dryer. After washing and drying the oven dry weight of the samples were measured in an Electric Balance.
3.4.2 Recipe formulation
Enzymatic scouring was carried out by the following recipe-
- Enzyme: 3 g/L or 0.5%
- Sequestering agent: 1 g/L
- Wetting agent : 2 g/L
- Temperature : 60oC
- Time : 30 min
- M: L : 1:10
- pH : 8 -9
3.4.3 Bio-scouring Curve

3.4.4 Bio-scouring Procedure
The required amount of water, chemicals and enzyme were taken for each sample in the individual pot of Washing and dry cleaning color fastness (Gyrowash). Then the samples were immersed and stirred properly in the solution of the pots. Then the samples were treated in the Gyrowash according to the curve.
3.4.5 Washing and Drying
After the completion of the bio-scouring process the samples were washed with hot water. Then the samples were treated with Acetic acid and washed with cold water and squeezed properly. Then the laboratory oven dryer was used for drying the samples. After washing and drying the oven dry weight of the bio-scoured samples were measured with the help of an Electric Balance.
3.5 Dyeing
Reactive dyes are very popular for textile coloration because of its some specific properties like color fastness, wide range of shade, brilliance of shade, good reproducibility and sample application procedure. It reacts with fiber in presence of alkali and adheres as a part of the fiber. Three principle steps are happened during reactive dyeing- exhaustion, fixation or reaction and after treatment or washing.
3.5.1 Material preparation
Both the conventionally and bio scoured samples were taken. Now 9 samples each weighing 3 grams were cut from conventionally scoured samples and 9 from the bio-scoured samples. Then all samples were soak in distilled water for few minutes and squeeze well therefore the samples are ready for dyeing. Here 0.5%, 1.5%, 3% shade for red, yellow, and blue color (Reactive dye) used to dye each sample separately.
3.5.2 Recipe formulation
All the dyeing processes for 0.5%, 1.5% and 3% shade were carried out by the following recipe-
- Sequestering agent : 1 g/L
- Wetting agent : 1 g/L
- Levelling agent : 1g/L
- Soda : 10%
- Salt : 20%
- Temperature : 60oC
- Time : 40 min
- M: L : 1:10
3.5.3 Stock Solution Preparation
During the lab deep preparation a little amount of dyes and other chemicals were required. The measurement of little amount of dyes and chemicals are very complex. So, stock solution was needed to prepare. By the preparation of stock solution we can easily take required amount of dyes and chemicals from the stock solution by the following calculation-

3.5.4 Dyeing curve

3.5.5 Dyeing procedure
The required amount of water, dyes and auxiliaries were taken for each samples in the individual dye pot of Washing and dry cleaning color fastness (Gyrowash). Then the samples were immersed and stirred properly in the solution of the dye pots. When the machine was ready, the dye pots were inserted in it. Then the machine was programmed according to the curve and dyeing is carried out.
3.5.6 Washing and Drying
After dyeing several hot wash using detergent with stirring was applied until unfixed dyes were washed out. Finally a cold wash applied. Then a laboratory oven dryer was used for drying the sample.
3.6 Testing methods
3.6.1 Determination of weight loss%
The scouring effect can be evaluated based on this weight loss of fiber. Usually, it is calculated from the difference of unsecured and scoured sample weight at the same moisture content, and then it is measured in percentage.

3.6.2 Bursting strength test
Bursting strength is a measurement that shows how much force an object can take before it ruptures. This measurement is applied only to sheet materials, such as cloth, paper or plastic. When discussing non-sheet materials, such as how much force a chain can withstand, it is more common to use tensile strength as a measurement. Bursting strength is commonly referenced when packaging goods. Shippers will then know their packaging is strong enough to handle the weight of the materials inside
Procedure
- Test is carried out using an attachment on a standard tensile testing machine
- In the test, the steel ball is pushed through the stretched fabric and the force required to do so is recorded
- A Specimen is securely clamped without tension between grooved, circular plates of the ball burst attachment secured to the pulling (movable) jaw for the constant rate of traverse (CRT) testing machine. A force is exerted against the specimen by a polished, hardened steel ball that is attached to the pendulum-attaching (fixed) clamp of the machine until rupture occurs.
Advantages
- This test can be carried out on a standard universal strength tester with a suitable attachment
- There is no limit to the extension of fabric as in the case diaphragm test

3.6.3 Absorbency test
A. Immersion test
After scouring, absorbency of the fabric is increased significantly. The sample (1cmx1cm) is put gently on the surface of fresh water. Then the time in seconds is recorded by a stop watch for submerge the sample in water.
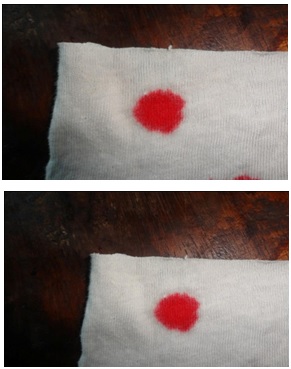
B. Drop test and Spot test
This test is very popular and easy to calculate within a short time. In this method 0.1% direct red solution is used. A drop of the dye solution is taken by pipette and put softly on to the sample surface. The nature of the absorption is observed carefully. Two things should be considered –
- The time for absorption the drop.
- The shape of the absorbed area on the sample surface.
3.6.4 CMC Value Measurement
It is now possible to quantify color through use of instruments. Although there are many other instruments which can measure color but textiles are measured in spectrophotometer. Spectrophotometer measures appearance and measuring appearance is a different aspect than measuring color. Appearance includes both geometrical attributes and color attributes, since the textile surface is also textured where the geometrical attributes also contribute to the resultant color. So this is the reason why colored textiles are measured in spectrophotometer.
CMC tolerancing is a modification of CIE LAB which provides better agreement between visual assessment and instrumentally measure color difference. The CMC calculation mathematically defines an ellipsoid around the standard color with semi-axis corresponding to Hue, Chroma and Lightness.
3.6.5 Effluent Treatment
Effluent is the stream of excess chemical liquor extracted from an industry after using in original operation. For example, the excess dye liquor extracted from textile industry after dyeing is an effluent of that dyeing industry. Industrial effluent generated from different processes are treated with various chemicals to remove or neutralize the environmentally toxic materials present in it, before discharging it to surface or ground water. This is called effluent treatment.
pH
pH is a measure of the acidic or alkaline condition of water. It is a way of expressing the hydrogen ion concentration, or more preciously, the hydrogen ion activity. pH is defined as follows:
pH = -log {H+} (1)
Where, {H+} is the concentration of hydrogen ion(proton) in moles per liter(M).
Water dissociates to form hydrogen ion (H+) and hydroxyl ion (OH-) according to the following equation:
H2O =H+ +OH- (2)
At equilibrium, we can write,
Kw = {H+} {OH-}/ {H2O} (3)
But, since concentration of water is extremely large (Approximately 55.5 mol/ L) and is diminished very little by the slight degree of ionization, it may be considered as a constant and its activity is taken as 1.0 Thus Eq. 3 may be written as:
Kw = {H+} {OH-} (4)
Where Kw = equilibrium Constant
For pure water at 25oC, Kw = 10-7 × 10-7 = 10-14. This is known as the ion product of water or ionization constant for water. In other words, water (de- ionized or distilled water) at 25oC dissociates to yield 10-7mol /L of hydrogen ion and 10-7 mol /L of hydroxyl ion. Hence, according to Eq. 1 pH of de-ionized water is equal to 7.0
The pH is usually represented by a scale ranging from zero to 14, with 7 being neutral. Groundwater is often found to be slightly acidic due to the presence of excess carbon- di-oxide. Aeration removes carbon dioxide and hence causes a rise in pH value. Some natural waters are sometimes found to be slightly alkaline sue to the presence of bicarbonate and, less often, carbonate. Water with pH outside the desirable neutral range may exhibit sour taste and accelerate the corrosion of metallic plumbing fittings and hot water services.
Environmental significance of pH
A controlled value of pH is desired in water supplies, sewage treatment and chemical process plants. In water supply pH is important for coagulation, disinfection, water softening and corrosion control. In biological treatment of wastewater, pH is an important parameter, since organisms involved on treatment plants are operative within a certain pH range. According to Bangladesh Environment Conservation Rule (1997). Drinking water standard for pH is 6.5- 8.5
Table 3.3: Limiting pH Values
| Minimum | Maximum | Effects |
| 3.8 | 10.0 | Fish eggs could be hatched, but deformed young were often produced |
| 4.0 | 10.1 | Limits for the most resistant fish species |
| 4.1 | 9.5 | Range tolerated by trout |
| 4.3 | – | Carp died in five days |
| 4.5 | 9.0 | Trout eggs and larvae develop normally |
| 4.6 | 9.5 | Limits for perch |
| 5.0 | – | Limits for stickleback fish |
| 5.0 | 9.0 | Tolerable range for most fish |
| – | 8.7 | Upper limit for good fishing waters |
| 5.4 | 11.4 | Fish avoided waters beyond these limits |
| 6.0 | 7.2 | Optimum (best) range for fish eggs |
| 1.0 | – | Mosquito larvae were destroyed at this pH value |
| 3.3 | 4.7 | Mosquito larvae lived within this range |
| 7.5 | 8.4 | Best range for the growth of algae |
Hardness
Hard waters are generally considered to be those waters that require considerable amounts of soap to produce foam or lather and that also produce scale in hot-water pipes, heaters, boilers, and other units in which the temperature of water is increased substantially. The hardness of water varies considerably from place to place. In general, surface water is softer than groundwater. The hardness of water reflects the nature of the geological formations with which it has been in contact. Hardness is caused by multivalent metallic cations. Such cations are capable of reacting with soap to form precipitates and with certain anions present in water to form scale. The principal hardness causing cat ions are the divalent calcium, magnesium, strontium, ferrous iron, and manganous ions. These cations and the important anions with they are associated are in Table 1 in the order of their relative abundance in natural waters. Aluminum and ferric ions are sometimes considered as contributing to the hardness of water. However, their solubility is so limited at pH values of natural waters that ionic concentrations are negligible. The hardness of water is derived largely from contact with the soul and rock formations.
Table 3.4: Classification of Water according to the degree of hardness
| Classification of water | Hardness |
| Soft | less than 50 mg/l as CaCO3 |
| Moderately hard | 50-150 mg/l as CaCO3 |
| Hard | 150-300 mg/l as CaCO3 |
| Very hard | above 300 mg/l as CaCO3 |
Environmental significance of hardness
Hard waters are as satisfactory for human consumption as soft waters. Because of their adverse action with soap, however, their use for cleaning purpose is quite unsatisfactory, unless soap costs are disregarded. Soap consumption by hard water represents an economic loss to the water user. Sodium soaps react with multivalent metallic cations to form a precipitate, thereby losing their surfactant properties. Boiler scale, the result of the carbonate hardness precipitation, may cause considerable economic loss through fouling of water heater and hot water pipes. Changes in pH in the water distribution systems may also result in deposits of precipitates. Bicarbonates begin to convert to the less soluble carbonates at pH values above 9.0.
Total Solids (TS)
The term “total solids” refers to matter suspended or dissolved in water or wastewater, and is related to both specific conductance and turbidity. Total solids (also referred to as total residue) are the term used for material left in a container after evaporation and drying of a water sample. Total Solids includes both total suspended solids, the portion of total solids retained by a filter and total dissolved solids, the portion that passes through a filter. Total solids can be measured by evaporating a water sample in a weighed dish, and then drying the residue in an oven at 103 to 105° C. The increase in weight of the dish represents the total solids. Instead of total solids, laboratories often measure total suspended solids and/or total dissolved solids.
Total Dissolved Solids (TDS)
Total Dissolved Solids (TDS) are solids in water that can pass through a filter (usually with a pore size of 0.45 micrometers). TDS is a measure of the amount of material dissolved in water. This material can include carbonate, bicarbonate, chloride, sulfate, phosphate, nitrate, calcium, magnesium, sodium, organic ions, and other ions. A certain level of these ions in water is necessary for aquatic life. Changes in TDS concentrations can be harmful because the density of the water determines the flow of water into and out of an organism’s cells. However, if TDS concentrations are too high or too low, the growth of many aquatic lives can be limited, and death may occur.
Total Suspended Solids (TSS)
Total Suspended Solids (TSS) is solids in water that can be trapped by a filter. TSS can include a wide variety of material, such as silt, decaying plant and animal matter, industrial wastes, and sewage. High concentrations of suspended solids can cause many problems for stream health and aquatic life.
High TSS can block light from reaching submerged vegetation. As the amount of light passing through the water is reduced, photosynthesis slows down. Reduced rates of photosynthesis causes less dissolved oxygen to be released into the water by plants. If light is completely blocked from bottom dwelling plants, the plants will stop producing oxygen and will die. As the plants are decomposed, bacteria will use up even more oxygen from the water. Low dissolved oxygen can lead to fish kills. High TSS can also cause an increase in surface water temperature, because the suspended particles absorb heat from sunlight. This can cause dissolved oxygen levels to fall even further (because warmer waters can hold less DO), and can harm aquatic life in many other ways, as discussed in the temperature section.
The decrease in water clarity caused by TSS can affect the ability of fish to see and catch food. Suspended sediment can also clog fish gills, reduce growth rates, decrease resistance to disease, and prevent egg and larval development. When suspended solids settle to the bottom of a water body, they can smother the eggs of fish and aquatic insects, as well as suffocate newly hatched insect larvae. Settling sediments can fill in spaces between rocks which could have been used by aquatic organisms for homes.
High TSS in a water body can often mean higher concentrations of bacteria, nutrients, pesticides, and metals in the water. These pollutants may attach to sediment particles on the land and be carried into water bodies with storm water. In the water, the pollutants may be released from the sediment or travel farther downstream (Federal Interagency Stream Restoration Working Group, 1998). High TSS can cause problems for industrial use, because the solids may clog or scour pipes and machinery.
Dissolved Oxygen (DO)
Dissolved oxygen (DO) is the amount of oxygen that is dissolved in water and is essential to healthy streams and lakes. The dissolved oxygen level can be an indication of how polluted the water is and how well the water can support aquatic plant and animal life. Generally, a higher dissolved oxygen level indicates better water quality. If dissolved oxygen levels are too low, some fish and other organisms may not be able to survive. Much of the dissolved oxygen in water comes from oxygen in the air that has dissolved in the water. Some of the dissolved oxygen in the water is a result of photosynthesis of aquatic plants. Other factors also affect DO levels such as on sunny days high DO levels occur in areas of dense algae or plants due to photosynthesis. Stream turbulence may also increase DO levels because air is trapped under rapidly moving water and the oxygen from the air will dissolve in the water. In addition, the amount of oxygen that can dissolve in water (DO) depends on temperature. Colder water can hold more oxygen in it than warmer water. A difference in DO levels may be detected at the test site if tested early in the morning when the water is cool and then later in the afternoon on a sunny day when the water temperature has risen. A difference in DO levels may also be seen between winter water temperatures and summer water temperatures. Similarly, a difference in DO levels may be apparent at different depths of the water if there is a significant change in water temperature. Dissolved oxygen levels typically can vary from 0 – 18 parts per million (ppm) although most rivers and streams require a minimum of 5 – 6 ppm to support a diverse aquatic life. Additionally, DO levels are sometimes given in terms of Percent Saturation.
Biological Oxygen Demand (BOD)
When biodegradable organic matter/waste (the most common category of pollutant affecting surface water) is released into a water body, micro-organisms (especially bacteria) feed on the wastes, breaking it down to simpler organic and inorganic substances. When this decomposition takes place in an aerobic environment, it produces non- objectionable, stable end products (e.g., CO2, SO4, PO4 and NO3) and in the process draws down the dissolved oxygen (DO) content of water.
Organic matter + O2 = CO2 + H2O + New cells + Stable products
When insufficient oxygen is available or when oxygen is exhausted by the aerobic decomposition of wastes. Different set of micro-organisms carry out the decomposition aerobically producing highly objectionable products including H2S, NH3 and CH3.
Organic matter = CO2 + CH4 + New cells + Unstable products The amount of oxygen required by micro- organisms to oxidize organic wastes aerobically is called biochemical oxygen demand (BOD). BOD may have various units, but most often it is expressed on mg of oxygen required per liter of water/waste water (mg/ l). The total amount of oxygen that will be required for bio-degradation is an important measure of the impact that a given waste stream would have on the receiving water body. Dissolved oxygen is the most commonly used indictor of the general health of a surface water body. If DO goes below 4 to 5 mg/ l (due to decomposition of organic waste), form of life that can survive begin to be reduced. When an aerobic condition exists, higher lice forms are killed or driven off. Noxious condition, including floating sludge, bubbling, odorous gases and slimy fungus growth prevails.
Chemical Oxygen Demand (COD)
Chemical oxygen demand (COD) is a measure of the ability of chemical reactions to oxidize matter in an aqueous system. The chemical oxygen demand (COD) test is widely used as a means of measuring the organic strength of domestic and industrial wastes. This test allows measurement of a waste in terms of the total quantity of oxygen required for oxidation to carbon dioxide and water. The test is based on the fact that all organic compounds, with a few exceptions can be oxidized by the action of strong oxidizing agents under acid conditions. During the determination of COD, Organic matter is converted to carbon dioxide and water regardless of the biological assimilability of the substance. As a result, COD values are greater than BOD values, especially when biologically resistant organic matter (e.g., lignin) is present.
Determination of pH of Water
Reagent: Standard pH solution for calibration of pH Meter
Procedure:
- Perform calibration of the pH meter using standard pH The calibration procedure would depend on the pH range of interest.
- Take about 100ml of the sample in a beaker. Make sure not to agitate the sample in order to avoid exchange of gases between sample and atmosphere.
- Insert pH meter in the sample. Allow sometime for attainment of equilibrium. Turn on the pH meter and take reading.
Determination of Hardness of Water
Reagent:
- Hardness buffer
- Calmagite Indicator
- HI 3812-0 EDTA Solution
Procedure:
For High Range – 0 to 300 mg/L CaCO3
- Remove the cap from the small plastic beaker. Rinse the plastic beaker with the water sample, fill to the 5 ml mark and replace the cap.
- Add 5 drops of Hardness Buffer through the cap port and mix carefully swirling the beaker in tight circles.

- Add 1 drop of Calmagite Indicator through the cap port and mix as described above. The solution becomes a red violet color.
- Take the titration syringe and push the plunger completely into the syringe. Insert tip into HI 3812-0 EDTA Solution and pull the plunger out until the lower edge of the seal is on the 0 ML mark of the syringe.
- Place the syringe tip into the cap port of the plastic beaker and slowly add the titration solution drop wise, swirling to mix after each drop.
- Continue adding the titration solution until the solution becomes purple, then mix for 15 seconds after each additional drop until the solution turns blue.
- Read off the milliliters of titration solution from the syringe scale and multiply by 300 to obtain mg/L (ppm) CaCO3.
For Low Range – 0.0 to 30.0 mg/L CaCO3
If result is lower than 30 mg/L, the precision of the test can be improved by following the procedure below.

- Remove the cap from the large plastic beaker. Rinse it with the water sample, fill to the 50 ml mark and replace the cap.
- Proceed with the titration as for the high range test.
- Read off the millilitres of titration solution from the syringe scale and Multiply by 30 to obtain mg/L (ppm) CaCO3
Determination of Total Solids, Dissolved Solids and Suspended Solids
Procedure:
For Total Solids:
- Take a clear dry glass beaker (which was kept at 1030C in an oven for 1 hour) of 150 ml capacity and put appropriate identification mark on it. Weight the beaker and note the weight.
- Pour 100 ml of the thoroughly mixed sample, measured by the measuring cylinder beaker.
- Place the beaker in an oven maintained at 1030C for 24 hours. After 24 hours, cool the beaker and weight. Find out the weight of solids in the beaker by subtracting the weight of the clean beaker determined in steps (1).
- Calculate total solids (TS) as follows:
Total solids, TS (mg/l) = mg of solids in the beaker ×1000/ Volume of sample
For Dissolved Solids
- Same as above ( step 1of total solids)
- Take a 100 ml of sample and filter it through a double layered filter paper and collect the filtrate in a beaker.
- Then repeat the same procedure as in steps (3) and (4) of total solids determination and determine the dissolved solids content as follows:
Total Dissolved Solids, TDS (mg/l) = mg of solids in the beaker × 1000/ Volume of sample
For Suspended Solids
Total Suspended Solids, TSS (mg/l) = TS (mg/l) – TDS (mg/l)
Determination of Biological Oxygen Demand
Reagents:
- Manganous sulfate solution
- Alkaline potassium iodide solution
- 025N sodium thiosulfate
- Starch solution
- Concentrated sulfuric acid.
Procedure:
The two BOD bottles with sample (or diluted sample); the bottles should be completely filled. Determine initial DO (DOi) in one bottle immediately after filling with sample (or diluted sample). Keep the other bottle in dark at 200C and after particular days (usually 5- days) determine DO (DOf) in the sample (or diluted sample). Dissolved oxygen (DO) is determined according to the following procedure:
- Add 1 mol of manganous sulfate solution to the BOD bottle by means of pipette, dipping in end of the pipette just below the surface of the water.
- Add 21 ml of alkaline potassium iodide solution to the BOD bottle in a similar manner.
- Insert the stopper and mix by inverting the bottle several times.
- Allow the precipitates to settle halfway.
- Add 1 ml of concentrated sulfuric acid. Immediately insert the stopper and mix as before.
- Aloe the solution to stand at least 5 minutes.
- Withdraw 100 ml of solution into an Erlenmeyer flask and immediately add 0.025N sodium thiosulfate drop by drop from a burette until the yellow color almost disappears.
- Add about 1 ml of starch solution and continue the addition of the thiosulfate solution until the glue color just disappears. Record the ml of thiosulfate solution used (disregard any return of the blue color).
Calculation
Dissolved oxygen, DO (mg/l) = ml of 0.025n sodium thiosulfate added × 2
The five- days BOD of a diluted sample is given by
BOD5 = ( DOi– DOf) × D.F
Where D.F = Dilution Factor = (Vol. of wastewater + dilution water) / (Vol. of wastewater)
Determination of chemical Oxygen Demand:
Reagent:
- Dilute sulfuric acid
- Standard potassium permanganate
- Standard Ammonium Oxalate
Procedure:
- Pipette 100 ml of the sample into a 250 ml Erlenmeyer flask.
- Add 10 ml. diluted sulfuric acid and 10 ml of standard potassium permanganate.
- Heat the flask in a boiling water bath for exactly 30 minutes, keeping the water in the bath above the level of the solution in the flask. The heating enhances the rate of oxidation reaction in the Flask.
- If the solution becomes faintly colored, it means that most of the potassium permanganate has been utilized in the oxidation of organic matter. In such a case, repeat the above using a smaller sample diluted to 100 ml with distilled eater.
- After 30 minutes in the water bath, add 10 ml of standard ammonium oxalate into the flask. This 10 ml ammonium oxalate, which is a reducing agent, is just equivalent to the 10 ml potassium permanganate ( oxidizing agent ) added earlier. The excess of reducing agent (ammonium oxalate) now remaining in the flask is just equivalent to the amount of the oxidizing agent (potassium permanganate) used in the oxidation of organic matter.
- The quantity of ammonium oxalate remaining in the flask is now determined by titration with standard potassium permanganate. Titrate the content of the flask while hot, with standard potassium permanganate to the first pink coloration. Record the ml of potassium permanganate used.
Calculation
COD (mg /l) = [ml of MnO4 used in step (6) × (100)/ ml of sample used]
CHAPTER 4
RESULTS AND DISCUSSIONS
4.1 Comparison of required Time and Temperature
Time and Temperature are two most important factors in case of textile processing. The Time and Temperature required in Conventional and Bio scouring is as follow-
Table 4.1: Required Time and Temperature
| Type of Scouring | Time (minutes) | Temperature (0C) |
| Conventional | 60 | 100 |
| Enzymatic | 30 | 60 |
Comparison of required Time for conventional scouring and bio scouring of cotton knitted fabric shown in the above table which can be shown more prominently by the following graph–

From the graph it is obvious that less Time required for bio scouring than the conventional scouring.
Comparison of required Temperature for conventional scouring and bio scouring of cotton knitted fabric shown in the above table which can be shown more prominently by the following graph–

From the graph it is obvious that less Temperature required for bio scouring than the conventional scouring. As a result huge amount of energy is saved in the case of bio scouring.
4.2 Comparison of Weight loss%
Weight loss of the scoured fabrics, fibers or yarns is an important factor of the textile manufacturers, because, it is related to profit and finished fabrics quality, durability, comfort ability and other properties. Therefore, weight loss is determined after scouring this is shown below:
Table 4.2: Weight Loss in Conventional and Bio scoured Fabrics
| Sample Name | Weight loss% | Average wt. loss% | Variation% |
| Conventional scoured -1 | 2.9 | 3.12
| 1.39 |
| Conventional scoured -2 | 3.25 | ||
| Conventional scoured -3 | 3.46 | ||
| Conventional scoured -4 | 2.85 | ||
| Bioscoured-1 | 1.96 | 1.73 | |
| Bioscoured-2 | 1.76 | ||
| Bioscoured-3 | 1.76 | ||
| Bioscoured-4 | 1.43 |
Difference between the weight loss % of conventionally and bio scoured cotton knitted fabric was shown in the above table which can be shown more prominently by the following graph–

From the graph it is obvious that weight loss% of bio scoured cotton knitted fabric is less than the conventionally scoured fabric.
4.3 Comparison of bursting strength
Bursting strength is an alternative method of measuring strength in which the material is stressed in all directions. When a fabric fails during the bursting strength test, it does so across the direction which has the lowest breaking extension.
Table 4.3: Bursting strength test result
| Fabric Type | Strength (Newton) |
| Unscoured | 290 |
| Conventionally scoured | 280 |
| Bio-scoured | 285 |
Difference between bursting strength of conventionally and bio scoured cotton knitted fabric was shown in the above table which can be shown more prominently by the following graph–

From the graph it is obvious that bursting strength of bio scoured cotton knitted fabric is more than the conventionally scoured fabric
4.4 Absorbency test
4.4.1 Immersion test result
For conventional scoured fabric time of immersion is around 5 second and for bio scoured fabric time of immersion is more than expected time.
4.4.2 Drop test result
For conventionally scoured fabric time for absorption of the drops is around 1.7 second and for bio scoured fabric the time for absorptions of the drops is more than the expected time.
4.4.3 Spot test result
- For Conventional Scouring : Uniform.
- For Bio Scourin : Uneven.
4.5 Comparison of CMC Value for different shades
The CMC value describes how far or closes the trial or dyer is closed to the standard shade.
Table 4.4: CMC Value for different shades
| Colour | 0.5% | 1% | 3% |
| Red | 1.2 | 0.97 | 0.59 |
| Yellow | 1.18 | 0.89 | 0.66 |
| Blue | 1.35 | 0.95 | 0.40 |
Comparison of CMC Value bio scoured cotton knitted fabric for different shades shown in the above table which can be shown more prominently by the following graph–

From the graph it is obvious that in case of bio scoured cotton knitted fabric the CMC Value for 0.5% shade is beyond the commercial factor 1, the Spectrophotometer reports as “Fail”. So, it can be concluded that Bio scouring does not give desire result in case of lighter shades.
4.6 Effluent treatment result
The comparison of effectiveness between conventional and bio scouring is done in different perspectives. These are discussed below:
Table 4.5: Effluent treatment result
| Parameters | Conventional scouring | Bio scouring | Variation |
| pH | 9.78 | 7.16 | 2.62 |
| BOD | 215 | 58 | 157 |
| COD | 283 | 179 | 104 |
| TDS | 1361 | 1317 | 44 |
| TSS | 13 | 12 | 1 |
| DO | 6.21 | 5.94 | 0.27 |
4.6.1 Comparison of pH
Comparison of pH of conventionally and bio scoured cotton knitted fabric shown in the above table which can be shown more prominently by the following graph–

From the graph it is obvious that the pH in the case of bio scouring is less than the conventional Scouring.
4.6.2 Comparison of BOD
Difference between the BOD of discharged water from conventional scouring and bio scouring was shown in the Table 4.5 which can be shown more prominently by following graph-

From the graph it is obvious that the BOD in the case of bio scouring is much less than the conventional Scouring.
4.6.3 Comparison of COD
Difference between the COD of discharged water from conventional scouring and bio scouring was shown in the Table 4.5 which can be shown more prominently by following graph-

From the graph it is obvious that the COD in the case of bio scouring is much less than the conventional Scouring.
4.6.4 Comparison of TDS
Difference between the TDS of discharged water from conventional scouring and bio scouring was shown in the Table 4.5 which can be shown more prominently by following graph-

From the graph it is obvious that the TDS in the case of bio scouring is less than the conventional Scouring.
4.6.5 Comparison of TSS
Difference between the TSS of discharged water from conventional scouring and bio scouring was shown in the Table 4.5 which can be shown more prominently by following graph-

From the graph it is observed that the TSS in the case of bio scouring and the conventional Scouring are quite equal.
4.6.6 Comparison of DO
Difference between the DO of discharged water from conventional scouring and bio scouring was shown in the Table 4.5 which can be shown more prominently by following graph-

From the graph it is obvious that, DO in the case of bio scouring is less than the conventional Scouring.
CHAPTER 5
CONCLUSION
5.1 Conclusion
Though the conventional scouring process is extremely using now-a-days, it has great bad effect on environment. So, this study was attempted to find out the usability and replace ability of bio scouring process over conventional scouring process. The prospect of bio scouring over conventional scouring can be assumed from the following discussion-
- Energy and time required: Bio scouring needs not as high temperature and much time as conventional scouring needs. Bioscouring is done below 700C but conventional caustic scouring is done around 90-1050C temperature and to provide this higher temperature, higher heat production is needed. Thus high heat energy production increases cost in scouring and also spends more time.
- Fabric strength: Harsher chemicals used in conventional scouring cause in strength loss of the fibers or fabric. On the other hand, bioscouring cause significantly less strength loss. It is because of bioscouring agent attacks primary cell wall of the fibers which is required for dye absorption but conventional scouring agent attacks both primary and secondary cell wall and causes higher strength damage.
- Weight loss: Due to attacking also the secondary wall and high removal of pectin, though removal or pectin is not important for improving hydrophilicity or absorbency, fabrics weight loss (about 3-10%) is higher. For these lose fabrics, manufacturer has to pay extra cost.
- Effluent concern: A lot of harsh chemicals are used in conventional scouring process which is very much responsible to increase the amount of BOD, COD, DO, TDS, TSS in the effluent water and increases the unwanted pressure on environment. Caustic scouring is responsible for the lion parts of total effluent of a factory. 10-20% of the total pollution load generated during entire textile processing operation.
- Dyeing properties: The properties of dyed fabrics after bio scouring and conventional scouring has nearly same though it varies from types of dyestuff, dyeing process, finishing process and depth of shade, especially in bioscouring process, light-colored shades cannot be produced or very difficult match. Whereas, in conventional scouring, it is easier to produce light-colored shades dyed fabrics.
So, the results of this study conclude that, both conventional and bioscouring process has some merits and demerits, but eco-friendly and cheaper bio scouring process, though it some complexities in operation, has a good prospect to be substituted of conventional scouring in next world textile wet processing.
5.2 Limitations
This study contains some limitations also, as the comparative costing of conventional scouring and bio scouring was not determined. In the bio scouring process only one type of enzyme (cellulase) was used due to lack of time. Again result is unexpected in some cases due to power interruption.
5.3 Future scopes
Some bright prospects also evolved such as, enzymes can be used in order to develop environmentally friendly alternatives to chemical processes in almost all steps of textile fiber processing. New enzymes with high specific activity, increased reaction speed, and tolerance to more extreme temperatures and pH could result in development of continuous processes for bio scouring or bio finishing of cellulosic fibers. Development of other processes in the future could also expand the use of enzymes on natural fibers into use on man-made fibers such as nylon and polyester. New and exciting enzyme applications are likely to bring benefits in other areas: less harm to the environment; greater efficiency; lower costs; lower energy consumption; and the enhancement of product’s properties.
References:
- Chowdhury, Asim Kumar Roy “Textile Preparation and Dyeing”, Special Indian Edition, Oxford and IBH publishing Co. Pvt. Ltd., New Delhi, 2006.
- Enzyme Nomenclature, Amsterdam-London-New York, Elsevier, 1973
- The Indian Textile Journal published on October, 2010.
- Influence of Biopolishing Enzymes on Physical Properties of Cotton Knit Goods By: Chinta S. K., Landage S. M. and Ketan Verma published on www.fiber2fashion.com on October, 2012.
- Wikipedia, the free encyclopedia.htm
- www.ijmra.us
- www.scribd.com
- www.fiber2fashion.com
- www.textileinfo.com
- www.novozyme.com
- www.sciencedirect.com
- Broadbent, Arthur D. “Basic Principles of Textile Coloration”, Society of Dyers and Colourists, Canada, 2011.
- Hossain M Forhad “Principle of Textile Coloration, Volume-I”, 1st Edition, Books Fair Publications, Dhaka, 2009.
- Trotman E.R. ”Dyeing and Chemical Technology of Textile Fibres”, Fifth Edition, Charles Grifin and Co. Ltd.,2010.
You may also like:
- Bioscouring of Cotton Fabrics | Comparison of Bioscouring and Conventional Scouring
- Scouring Process of Cotton in Textile Industry
- Application of Enzymes in Textile Processing
- Effects of Various Enzymes on Denim Garment Washing
- Estimation of Scouring Effect by Weight Loss and Absorbency Test
- Estimation of Scouring Effect on Cotton by Varying Concentration of Caustic Soda
- Determination of Strength & Weight Loss Due to Single Bath Scouring & Bleaching Action on Cotton
Founder & Editor of Textile Learner. He is a Textile Consultant, Blogger & Entrepreneur. Mr. Kiron is working as a textile consultant in several local and international companies. He is also a contributor to Wikipedia.





