
Textile Filtration: Industrial Standards & Application for Dust Collection Systems
Mufaddal Bagwala1 & Tanveer Malik
Department of Textile Technology,
Shri Vaishnav Institute of Technology and Science, Indore, M.P., India
1. Introduction
The separation of solids from liquids or gases by textile filter media is an essential part of countless industrial processes, contributing to purity of product, savings in energy, and improvements in process efficiency, recovery of precious materials and general improvements in pollution control. In fulfilling their tasks, the media may be expected to operate for quite lengthy periods, frequently in the most arduous of physical and chemical conditions. As performance is crucial to the success of an operation, fabric failure during use could result in heavy penalties, for example, owing to loss of product, maintenance and lost production costs and possibly environmental pollution costs.
The final products of processes which involve filtration by textile filter media may ultimately find their way into our everyday lives, some examples being edible products such as sugar, flour, oils, fats, margarine, beer and spirits, and other products such as dyestuffs and pigments (as used in clothing, furnishings and paints), viscose rayon fibers and films, nickel, zinc, copper, aluminium, coal, cement, ceramics, soaps, detergents, fertilizers and many more. In addition to assisting in the refinement of products for our general everyday use, textile filter media are also engaged in the purification of both industrial and domestic effluents, thereby contributing to a cleaner environment. The purpose of this paper is to provide the reader with a general introduction to the more common types of solid–gas (dust collection) and solid–liquid textile filtration mechanisms, the raw materials, polymers, fibres and different types of fabric construction which is employed in media manufacture and some typical fabric finishing processes.
2. Dust Collection
2.1 Introduction
Gas-borne dust particles arise wherever solid materials are handled. Examples include conveyors, smelting processes, hopper filling, pulverizing processes, combustion processes, milling operations, bag filling and so on. The dusts may create environmental pollution problems or other control difficulties caused by their toxicity, flammability and possibly risk of explosion. The particles in question may simply require removal and be of no intrinsic value or alternatively may constitute part of a saleable product, for example sugar or cement. Typically in the range 0.1–25mm they may be collected by one of several techniques, viz. settling chambers, cyclones, granulate filters, electrostatic precipitators and fabric collectors. Of these, arguably the most efficient and versatile is the fabric collector, especially when processing very fine particles, which are slow to settle and, by virtue of their greater light scatter, more visible to the naked eye.
2.2 Dust collection theory and principles
Much has been written on the various mechanisms by which particles are arrested by unused filter media [1]. These are normally explained in terms of the effect of aspherical particle on a single fibre and may be summarized as gravitational, impaction, interception, diffusion (Brownian motion) and electrostatic. These mechanisms are shown diagrammatically in Figure 1.

The theories behind these mechanisms notwithstanding, it has been argued [2] that although they may be valid for certain air filtration applications where particle capture total is vital, for the purposes of industrial dust collection, they are of limited value. A sieving mechanism is probably more appropriate wherein the size of the apertures in the medium assumes a more dominant role, at least until the fibres have accumulated a layer of dust which then takes over the sieving action.
2.3 Practical implications
In actual, fabric dust collectors work by drawing dust laden gas through a permeable fabric usually constructed in the form of tubular sleeves, longitudinal envelopes or pleated elements. As the gas passes through the fabric, the particles in the gas stream are retained, leading to the formation of a layer of dust on the surface. This is normally referred to as a “dust cake”. After a period of time, the accumulated dust leads to a reduction in the permeability of the material, and creates an increased pressure drop on the outlet side of the fabric. Consequently the fabric must be cleaned at appropriate intervals to return the pressure drop to a more acceptable level. Dust is then again collected and the filter continues through cycles of dust accumulation and cleaning. This mechanism is shown graphically in Figure 2.
From the graph it will be observed that, after cleaning, the pressure drop does not return to the original level. This is because the fabric still retains a fraction of dust that actually assists in filtration by forming a porous structure that bridges the apertures in the fabric. It is this bridged structure that determines the filtration efficiency for subsequent filtration periods. The graph also shows that the pressure drop after each cleaning cycle continues to rise until a steady state condition develops. Were this not to occur (broken lines), the pressure drop would continue to rise to the point where more power would be required to pull the gas through the system than the fan can produce. This would result in a reduction in flow rate, possible fabric damage and ultimately system shut down.

It follows from the above that, in steady state conditions, the amount of dust that is removed during cleaning is virtually equal to the amount that accumulates in the filtration phase. In reality a small, almost imperceptible increase in pressure drop may take place, resulting in a condition that will ultimately necessitate fabric removal. However, since this increase is typically less than 1mm WG (water gauge)per month, it is normally several months at least before this replacement becomes necessary.
2.4 Cleaning mechanisms
Fabric dust collectors are usually classified according to their cleaning mechanism, these being shake, reverse air and jet pulse. Whichever is employed it is important that a programme is devised to provide an optimum level of dust removal. In other words the cleaning should not be so excessive as to destroy the porous structure formed by the dust, which could lead to emission problems, but not so ineffective as to lead to an unacceptable pressure drop.
2.4.1 Shake Cleaning
Shake cleaning, as the name implies, involves switching off the exhaust fan and flexing the filter elements (or sleeves) with the aid of a shaking mechanism, either manually, as in traditional units, or automatically. In both cases the effect is to release the dust, which then falls into a hopper for collection and removal (Figure 3). In this type of collector the filter sleeves, which may be up to 10m in length, are suspended under controlled tension from the arm of a flexing mechanism which effects the cleaning action.

2.4.2 Reverse Air Cleaning
With this mechanism, cleaning is achieved again by switching off the exhaust fan but this time followed by reversing the airflow from outside to inside of the sleeves. There are two basic styles of reverse air collector. The first causes the sleeve to inflate during the collection phase and partially collapse during low pressure reverse air cleaning, whereas in the second, involving a higher cleaning pressure, the sleeves are prevented from total collapse by means of a number of metal rings inserted at strategic intervals along the length of the sleeve during fabrication. In some cases, reverse air cleaning may also be combined with a shake mechanism for enhanced performance.
2.4.3 Pulse Jet Cleaning
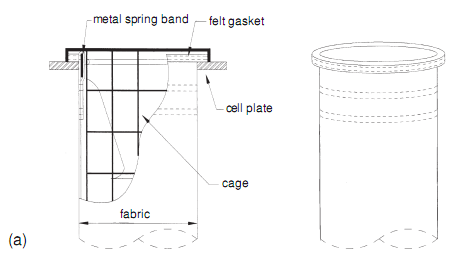
Compared with the mechanisms described so far, which normally involve dust collection on the inside of the sleeves, pulse jet collectors operate by collecting dust on the outside. On this occasion the sleeves, typically 3m in length and 120–160mm in diameter, are mounted on wire cages (Figure 4). In operation, removal of the collected dust is effected by a short pulse of compressed air, approximately 8–14 litres in volume and 6 bar pressure, which is injected into a venturi tube located at the opening of the elements. This transmits a shock pulse that is sufficient to overcome the force of the exhaust fan and also to cause a rapid expansion of the filter sleeves.

The dust is thus made to fall from the sleeves and to be collected in the hopper (Figure 5). Of the three types of mechanism described, the pulse jet is the most widely used.
2.5 Fabric design or selection considerations
The primary factors which determine the selection of a fabric for a particular application may be summarized as:
- Thermal and chemical conditions
- Filtration requirements
- Equipment considerations, and
- Cost
2.5.1 Thermal and chemical conditions
The thermal and chemical nature of the gas stream effectively determines which type of fibre is to be used. Table-1 identifies the more common types which are used in dust collection and also their basic limitations. For example, if the temperature of the gas stream is higher than can be sustained by the fibre, and cost considerations preclude the possibility of gas cooling prior to dust collection, then alternative means of collection – perhaps by means of ceramic elements – will have to be sought. Depending on the duration of exposure, high temperatures may have several effects on the fibre, the most obvious of which are loss in tenacity due to oxidation and less effective cleaning due to cloth shrinkage.

From Table 1, the maximum operating temperature for each fibre may appear quite low, especially when compared with the respective melting points. Suffice it to say that, whilst the fibres may withstand short surges at 20–30°C higher than the temperatures indicated, experience has shown that continuous operation above the temperatures listed will lead to a progressive reduction in tenacity.
The presence of moisture in the gas stream, which above 100°C will be present in the form of superheated steam, will also cause rapid degradation of many fibres through hydrolysis, the rate of which is dependent on the actual gas temperature and its moisture content. Similarly, traces of acids in the gas stream can pose very serious risks to the filter fabric. Perhaps the most topical example is found in the combustion of fossil fuels. The sulphur that is present in the fuel oxidises in the combustion process to form SO2 and in some cases SO3 may also be liberated. The latter presents particular difficulties because, in the presence of moisture, sulphuric acid will be formed. Hence, if the temperature in the collector were allowed to fall below the acid dew point, which could be in excess of 150°C, rapid degradation of the fibre could ensue. Polyaramid fibres are particularly sensitive to acid hydrolysis and, in situations where such an attack may occur, more hydrolysis-resistant fibres, such as produced from polyphenylenesulphide (PPS), would be preferred. On the debit side, PPS fibres cannot sustain continuous exposure to temperatures greater than 190°C (and atmospheres with more than 15% oxygen) and, were a major constraint; consideration would have to be given to more costly materials such as polytetrafluoroethylene (PTFE).
Table 1: Chemical and abrasion resistance of fibres

Because a high proportion of fabric dust collectors are not faced with such thermal or chemical constraints, the most commonly used fibre in dust collection is of polyester origin, this being capable of continuous operation at a reasonably high temperature (150°C) and is also competitively priced. On the debit side, polyester is acutely sensitive to hydrolysis attack and, was this to pose a serious problem; fibres from the acrylic group would be the preferred choice.
2.5.2 Filtration Requirements
Failure to collect dust particles efficiently will inevitably lead to atmospheric pollution, which will at least be undesirable if not positively harmful. It is important therefore that, in the first instance, the fabric is designed to capture the maximum number of particles present. The particle size and size distribution will be of great importance to the media manufacturer since these will determine the construction of the fabric. If the particles are extremely fine this could lead to penetration into (and possibly through) the body of the fabric, plugging of the fabric pores, ineffective cleaning and a prematurely high pressure drop. The fabric would become “blind”. The skill therefore will be to select or design a fabric, which will facilitate the formation of a suitable dust pore structure on or near the surface and will sustain an acceptable pressure drop over a long period.
The particles may also present a challenge according to their abrasive nature, this giving rise to internal abrasion that will be further aggravated by the flexing actions to which the sleeve will be subjected. Conventional textile abrasion test methods will be of marginal value in predicting performance unless a mechanism for introducing the actual dust being processed can be introduced.
The particles that are conveyed to the collector may also possess an electrostatic charge [3], either preapplied or acquired en route that, if carried into the collection compartment, could accumulate with potentially explosive consequences. Such a case, involving white sugar dust handling systems, is the subject of a paper by Morden [4].
As static electricity is essentially a surface effect, were it likely that the accumulation of such a charge will pose a serious risk, then consideration would have to be given to constructing the filter fabric with antistatic properties, for example by means of a special surface treatment or through the inclusion of anti-static fibres such as stainless steel or carbon-coated polyester (epitropic). Provided the media are properly earthed, such inclusions will enable the charge to dissipatereadily.
Assessment of a fabric’s antistatic properties can be made relatively easily by measurement of surface resistivity (W) between two concentric rings placed on the surface of the fabric, each carrying a potential difference of 500V [5].
Conversely, by constructing the filter medium with a blend of fibres of widely contrasting triboelectric properties, it is claimed by a fibre manufacturer [6] that superior collection efficiency can be obtained. It is further claimed that, by virtue of this enhanced efficiency, a more open structure can be used with consequent advantages in respect of the reduced power consumption required to pull the dust-laden air through the collector. However, although this effect has been used to some advantage in clean air room filtration applications, considerably more research is necessary if the triboelectric effects in industrial dust collection are to be fully understood and exploited.
Yet another problem which may confront the engineer is the presence of very hot particles. Whether from combustion, drying or other process, these particles have been known to be carried with the gas stream into the filtration compartment where they present a serious risk of fire. (In certain conditions even ostensibly non-flammable Polyaramid fibres have been found to ignite.) Consequently, if adequate particle screening is not provided, the fabric may require a special flame-retardant treatment.
The above notwithstanding, arguably the most difficult conditions in dust collection arise from the presence of moisture in the gas stream or if the dust were of a sticky nature from previous processing. This situation will be aggravated if the fabric were subsequently allowed to dry out, resulting in the formation of nodes or agglomerations of dust particles and leading to an increased weight of dust cake and eventually a critical blinding situation. In such cases, it may be advisable for the fabric to be subjected to special hydrophobic or oleaphobic treatments as part of the finishing process.
2.5.3 Equipment considerations
Equipment considerations again focus on the cleaning mechanisms and in particular, the forces applied by them. In the case of shake collectors, the filter sleeves will be subjected to quite vigorous flexing, which could lead to the formation of creases and ultimately holes in the fabric through flex fatigue, a situation that, as stated previously, will be aggravated by the presence of abrasive particles in the gas stream. As a consequence, in addition to resisting stretch from the weight of the dust load, a filter fabric with superior flexibility – at least at the strategic flex points – will provide a longer life.
By comparison, in pulse jet collectors the fabric sleeve is mounted on a wire cage into which, at frequent intervals, a pulse of compressed air is injected. This causes the fabric to expand briefly in a lateral direction after which the force of the exhaust fan, coupled with the fabric’s elastic recovery property, returns the element back to a snug fit on the cage. This action has been studied in some depth by Sievert and Loffler [7]. Critical factors here are the actual pulse force and frequency of cleaning, the design and condition of the cages and the ‘fit’ of the filter sleeve on the cage itself. Too tight results in inefficient cleaning and too slack may result in damage against the cage wires or possibly interference with adjacent elements. This aspect will be aggravated if the cleaning frequency is increased, as may occur with higher dust loading.
The style of filter will also determine the complexity of the sleeve design. Apart from knitted fabrics, which for this purpose are produced in tubular form, the chosen filter media will first have to be slit to an appropriate width, and then formed into a tube. This may be achieved by sewing or, if the polymer is of a thermoplastic nature, by hot air welding, the latter having the advantages of both a higher production speed and obviating the need for sewing threads. In the case of high cost materials such as PPS, this could constitute a substantial saving.
In practice it is normal to manufacture the ‘tubes’ in quite long lengths, for example 100m, after which the individual sleeves can be cut to ordered size in preparation for the next stage of fabrication. In the case of reverse air and shake collectors this may involve the fitting of anticollapse rings and possibly metal caps– attachments by which the filter sleeve can be suspended in the filter. Other reinforcements may also be included to enable the sleeve to withstand the effect of frequent flexing.
By comparison, filter sleeves in pulse jet collectors are located in an opening in a cell plate. In this respect they may be mounted in either a vertical or horizontal manner. Since dust is collected on the outside of these sleeves, the fixture at the location point is critical if by-pass of the filter and subsequent emission of dust into the atmosphere is to be avoided. Some possible gasketing arrangements are shown in Figure 6.
2.5.4 Cost
In spite of all the design considerations and performance guarantees that are frequently required of the media manufacturer, this is still a highly competitive industry. As a consequence every effort is made to reduce media manufacturing costs, either by judicious sourcing of raw materials, or more efficient manufacturing (including fabrication) techniques.



2.6 Fabric construction
Three basic types of construction are found in fabric dust collectors, viz., woven fabrics, needlefelts and knitted structures. The first two are produced in flat form and will require (i) slitting to appropriate width and (ii) converting into tubular sleeves, whereas knitted fabrics may be produced directly in tubular form.
2.6.1 Woven fabrics
Used predominantly in shake collectors, this class of filter fabric may comprise twisted continuous filament yarns, short staple-fibre yarns (cotton or woollen spinning system) or perhaps a combination of both. Weave patterns may be in the form of elementary twills, for example 2/1, 2/2 or 3/1, or perhaps simple satin designs, the latter providing greater flexibility and hence superior resistance to flex fatigue and a smoother surface for superior cake release. Woven fabric area densities are typically in the range 200–500 gm-2.
Design requirements include resistance to stretch from the mass of the dust cake, resistance to flex fatigue from the shake cleaning mechanism, a surface that will facilitate efficient dust release and a construction that will affect maximum particle capture whilst at the same time providing minimum resistance to gas flow.
Depending on the choice of yarns, woven fabrics may present either a smooth continuous filament yarn surface to the gas stream, or a more bulky fibrous surface as provided by staple-fibre yarns. Whilst the former will provide superior cake release characteristics, the latter, by virtue of its greater number of pores, will permit higher filtration velocities, greater laminar flow and therefore a lower pressure drop across the fabric. By using a combination of continuous filament warp and staple-fibre weft yarns, preferably in a satin weave for a smoother surface and greater flexibility, an ideal compromise is possible. In this case, the filtration efficiency can be further enhanced by subjecting the weft side to a mechanical raising treatment.
2.6.2 Needlefelts
This type of construction, a cross-section view of which is shown in Figure 7, is by far the most widespread in dust collection processes, providing an infinitely larger number of pores and facilitating considerably higher filtration velocities than woven fabrics. In the majority of cases they are produced by needle punching a batt of fibre –a number of layers of carded fibre web formed by means of a cross-laying mechanism – on to both sides of a woven base cloth or scrim. This may be carried out in a continuous process or by attachment of a preformed and pre-needled batt produced in a separate operation. After ‘tacking’ the fibre to the scrim, the assembly is consolidated in a secondary, more intensive needle-punching operation, usually with the aid of finer needles. This operation frequently addresses both sides of the felt simultaneously in a single “double-punch” process. The use of a woven scrim, whilst not employed in every case, provides the needle-felt with stability and the necessary tensile characteristics to withstand the stresses imposed by the predominantly pulse cleaning mechanism, whereas the batt provides the necessary filtration efficiency and also a measure of protection for the base cloth from abrasion caused by constant flexing against the cage wires. Depending on the tensile specification of the finished needlefelts, the area density of scrims is usually in the range 50–150 gm-2.

Inevitably some damage to the scrim will occur in the needle punching operation, especially if it comprises continuous filament yarns. The design of the scrim is therefore frequently ‘over engineered’ to compensate for this and the damage may also be alleviated by judicious selection of (i) needle design, (ii) needle fineness, (iii) needle orientation, (iv) needle board pattern, and (v) needling programme, that is, punch rate and penetration.
The needles themselves, typically 75–90mm in length, are mounted in a board, the arrangement or pattern of which is so designed as to provide a surface which is as uniform as possible and devoid of ‘needle tracking lines’. Normally triangular in cross-section, the needles contain a series of barbs which are set into the corners. Typically nine barbs per needle, these are designed to engage the fibres on the downward stroke of the punching action yet emerge completely clean on the up-stroke. Hence the fibres become mechanically locked both to other fibres in the assembly and also to the woven scrim. The barbs may be regularly spaced over the length of the needle blade, or more closely spaced for more intensive needling and the production of a more dense structure. In another design, the barbs are located on only two of the three corners, this style being used where maximum protection to one of the scrim components is required.
The density of the needles in the needle board, the frequency of needle punching, the style of needle and depth of penetration through the structure will all be influential in controlling the thickness and density of the final assembly, and also the strength retained by the scrim [8].
The fibres, which form the batt, are normally in the range 1.66–3.33 decitex though trends to considerably finer ‘microfibers’ (e.g. less than 1 decitex) have gained some prominence. Whilst the latter will provide an even greater number of pores per unit area, and hence more efficient filtration, they will also require a much higher degree of carding, resulting in considerably reduced productivity. In another development, a similar construction can be achieved by means of so-called split-table fibres. Such fibres comprise a number of elements which are bonded together at the extrusion stage. However, as a result of the subsequent mechanical action of carding (or aqueous treatment in the case of water-soluble binders), the individual elements split from the parent structure to produce the appearance of a microfiber needlefelt.
Although most fibres utilised in dust collection are of circular cross-section, irregular, multilobal-shape fibres, as in the case of Lenzing’s P84 and peanut shape fibres, as in DuPont’s Nomex, are also possible. The latter are of particular value as they possess a higher surface area and hence facilitate the production of needlefelts with potentially superior particle collection capability. Some manufacturers have taken this a stage further by producing structures with a ‘veneer’ of high particle collection efficiency fibres on the surface whilst retaining coarser, less expensive fibres on the back.
Needlefelt area densities are typically in the range 300–640gm-2, lighter qualities being used in reverse air and shake collectors and heavier qualities in pulse jet collectors. The majority of needlefelts actually fall in the range 400–510 gm-2, these facilitating generally higher filtration velocities. However, in the event that the dust is particularly abrasive, a longer life may be expected from felts in the 540–640 gm-2 ranges.
2.6.3 Knitted fabrics
Because they are capable of being produced in seamless tubular form, weft-knitted fabrics provide, in theory, an attractive and economic alternative to both woven and needled constructions. By inlaying appropriate yarns into the knitted structure, the elasticity which is normally associated with such fabrics can also be controlled and the same may be used to enhance the particle collection capability [9]. On the downside, in critical applications, the filtration efficiency will be inferior to a needlefelt construction and further problems are likely to be found in respect of the large number of sleeve diameters which the industry requires. Limitations are also inevitable in respect of the number of physical and chemical finishes which are frequently administered to both woven and needlefelt constructions.
2.7 Finishing treatments
These are designed essentially to improve (i) fabric stability, (ii) filtration collection efficiency, (iii) dust release, and (iv) resistance to damage from moisture and chemical agents. A number of finishing processes are employed to achieve these goals, for example heat setting, singeing, raising, calendaring, ‘special surface treatments’ and chemical treatments.
2.7.1 Heat setting
Improved stability is essential in order to prevent shrinkage during use. Such shrinkage may be caused by the relaxation of tensions imposed on fibres and/or yarns during manufacture, or be due to the inherent shrinkage properties of the raw materials themselves.
The thermal conditions that are often found in a dust collector will be conducive to fabric relaxation and, if not effectively addressed during manufacture, could lead to serious shrinkage problems during use. For example, in a pulse collector, lateral shrinkage could result in the fabric becoming too ‘tight’ on the supporting cage, leading to inefficient cleaning and ultimately an unacceptable pressure drop.
As heat is the primary cause of shrinkage, it is logical that fabric stability should be achieved by thermal means. Such an operation is normally referred to as heat setting, and may be carried out by surface contact techniques, ‘through air’ equipment, or by stentering, the latter two being preferred because they enable greater penetration of heat into the body of the structure. This is particularly relevant in the case of needlefelts because the scrim is to some extent insulated by the batt fibres. Whichever technique is employed, in order to ensure stability during use, the temperature in the heat setting operation will invariably be significantly higher than the maximum continuous operating temperature of the material in question. Furthermore, since complete fibre relaxation is a temperature–time related phenomenon, manufacturers will also process at speeds that are appropriate to achieve the desired effect.
In addition to stabilizing the fabric, the heat setting process will also affect an increase in the density of the structure through increased fibre consolidation. This in turn will further assist in achieving a higher level of filtration efficiency.
2.7.2 Singeing
Filter fabrics, especially needlefelts, which are produced from short staple fibres, invariably possess surfaces with protruding fibre ends. Since such protrusions may inhibit cake release by clinging to the dust, it is common practice to remove them. This is achieved by singeing, a process in which the fabric is passed, at relatively high speed, over a naked gas flame or, in another technique, over a heated copperplate. The heat of the flame causes the fibres to contract to the surface of the fabric where, in the case of thermoplastic fibres, they form small hard polymer beads (Figure 8). Singeing conditions (i.e. speed and gas pressure) will normally be adjusted according to polymer type and the intensity required by either the end-use application or the individual manufacturer’s preference.

2.7.3 Raising
Whilst the singeing process is designed to denude the fabric of its protruding fibres, the raising process is designed actually to create a fibrous surface, normally on the outlet side of the filter sleeve, to enhance the fabric’s dust collection capability. It follows therefore that this process is designed essentially for woven fabrics comprising staple-fibre yarns – at least in the weft direction. In operation the fabric is pulled over a series of rotating rollers termed ‘pile’ and ‘counter pile’, each of which is clothed with card wire and mounted concentrically on a large cylinder of approximately 1.5m diameter. As the cylinder rotates, the pile rollers raise the fibres proud of the surface whereas the counter pile rollers stroke them into a more orderly fashion. Raised fabrics may comprise 100% staple-fibre yarns or a combination of multifilament and staple-fibre yarns, the latter being woven in satin style in which the face side is predominantly multifilament and the reverse side predominantly staple. The smooth surface provided by the multi-filaments will aid cake release whilst the raised staple yarns on the reverse side will enhance particle collection efficiency. A significant measure of width contraction invariably takes place during this operation and proper attention will have to be given to this when designing the fabric.
2.7.4 Calendering
The calendaring operation fulfills two objectives, viz. to improve the fabric’s surface smoothness and hence aid dust release, and to increase the fabric’s filtration efficiency by regulation of its density and permeability. As a result of the latter, the yarns and fibres become more tightly packed, making it more difficult for particles to pass through or even into the body of the fabric.
Most calendars in the industry consist of at least two bowls, one manufactured from chrome-plated steel and the other from a more resilient material such as nylon or highly compressed cotton or wool fibres. The steel bowl is equipped with a heat source, for example gas, electric elements, superheated steam, or circulating hot oil. Thus, by varying the process temperature (usually according to polymer type), pressure and speed, the desired density and degree of surface polish can be achieved. In reality, rather than density, a more common control parameter is measurement of the fabric’s air permeability, this normally being expressed in units of cfm (cubic feet per square foot per minute at 1/2 inch water gauge) or litres per square decimeter per minute at 20mm water gauge [10].
The cotton or synthetic bowl may also poses a cambered profile in order to offset the deflection (bending) that occurs as the pressure is applied and that may otherwise lead to non-uniform calendaring. Alternatively, since this camber only applies to the operating pressure for which it is designed, the generally preferred approach would be to employ a calender adopting a system such as developed by equipment manufacturers Kusters and Ramisch Kleinwefers in which uniform pressure can be maintained across the full width of the fabric regardless of the applied force.
Although the calender is useful, not least in regulating permeability, it should not be regarded as a more economical substitute for reduced needling density or, in the case of woven fabrics, more economical thread spacing. Aggressive conditions in the filter may well negate the effect of the calendaring operation before the fabric has become fully ‘acclimatized’ to the conditions. This is especially relevant where the fibres in the filter medium are of a particularly resilient nature, such as those in the acrylic family.
2.7.5 Chemical treatments
Chemical treatments are normally applied for one of two reasons, namely (i) to assist in dust release, especially where moist sticky dusts, possibly containing oil or water vapour are encountered, or (ii) to provide protection from chemically aggressive gases such as SO2 and SO3 referred to earlier. However, in the case of SO3 it is possible that such chemical treatments, in the presence of moisture, will be less than100% effective and, in such circumstances, a more chemically resistant fibre must be sought.
Other chemical treatments may also be employed for more specific purposes. For example, proprietary treatments, usually involving silicone or PTFE, enhance yarn-to-yarn or fibre-to-fibre ‘lubricity’ during pulse or flex cleaning and similarly, where flammability is a potential hazard, padding through commercially available flame retardant compounds may be necessary.
2.7.6 Special surface treatments
This category of treatments is devoted to improving still further the fabric’s filtration efficiency and cake release characteristics. In this respect there are basically two types of treatment, namely (i) attachment of a more efficient membrane, for example biaxially stretched PTFE (Fig. 9) in a lamination operation, and (ii) the application of low-density micro porous foam (Fig.10). Both these treatments are designed to restrict the dust particles, as far as possible, to the surface of the fabric, thereby reducing the tendency for blinding. The PTFE membrane, comprising an extremely fine structure, is particularly effective in this respect. It may be laminated to the surface of the fabric either by special adhesives or, where appropriate, by flame bonding. Although highly efficient, the gossamer-like surface is rather delicate and care must be exercised when handling filter sleeves produced from such materials. In addition, as PTFE laminated fabrics are relatively expensive, their use is normally restricted to difficult applications, for example where the dust particles are extremely fine or of a particularly hazardous nature or where the interaction with a surface of this type shows unique advantages in respect of cake release.
By comparison, the foam treatment is achieved by (i) mechanically generating low density latex foam, (ii) applying this foam to the fabric by the knife over roller (or knife over air) technique, (iii) drying the foam at a modest temperature, (iv) crushing the foam to produce an open cell structure, and (v) curing the foam at a higher temperature to cross-link the chemical structure. Although the principal ingredient of the treatment is usually aqueous-based acrylic latex, the precise formulation may comprise a variety of chemical agents to ensure the production of a fine, regular and stable pore structure and perhaps also to provide specific characteristics such as antistatic or hydrophobic properties. The actual density of the foam as applied to the material is also critical to a successful application, too high density leading to excessive wetting of the substrate and resulting in an unacceptable air permeability and too low density leading to inadequate penetration, poor mechanical bonding and hence the risk of delamination.

Acrylic foam-coated needlefelts produced in this manner are capable of continuous operation at temperatures up to approximately 120°C. However, they are not normally resistant to hydrolytic conditions, these leading to collapse of the structure and hence, premature pressurization.

The latter notwithstanding, in view of the success of foam-coated structures operating in relatively ‘safe conditions’, the future will undoubtedly see more advanced products of this type, leading to structures that are both more efficient in particle capture and also capable of operation in more chemically and thermally challenging environments.
3. Solid-Liquid Separation
3.1 Yarn types and fabric constructions
The technologist has basically four types of yarn to choose from when designing a filter fabric, namely monofilament, multifilament, fibrillated tape and staple-fibre yarns.
3.1.1 Monofilaments
Being manufactured from thermoplastic polymers, monofilament yarns are produced by extruding molten polymer chip through an orifice in a precision-engineered dye. On emergence from the extrusion point, the molten polymer is cooled, usually in a water bath, and drawn through a series of rollers to orientate the molecules and provide the monofilament with the desired stress–strain properties. The bath through which the monofil passes may also contain additives such as lubricants to assist in weaving, and antistatic agents to avoid shocks during high speed warping and also to alleviate the attraction of dust and ‘fly’. The diameters of the monofilaments used range from 0.1mm up to 1.0mm, the smaller diameters being used mainly in applications involving filter presses, pressure leaf and candle filters, rotary vacuum disc and rotary vacuum drum filters, whereas the larger diameters are used mainly in relatively coarse filtration applications involving heavy duty vacuum belt filters or multiroll filter presses. Although normally extruded in round cross-section, for special applications they may also be produced in flat or oval form.
The principal characteristics of monofilament fabrics (Fig. 11) may be summarized as (i) resistance to blinding, (ii) high filtrate throughput, and (iii) efficient cake release at the end of the filtration cycle. These characteristics are attributed to the smooth surface of the yarn and, in respect of cake release, weaving in a satin construction can further enhance this. On the down side, the apertures that are formed between adjacent threads and at the interlacing points in the weave(the only points where filtration can take place in monofilament fabrics) may prove to be too large for the separation of very fine particles such as dyestuffs and pigments, even though the warp threads may be quite densely packed. Fabrics containing over 110 threads per centimeter, each of 0.15mm diameters, are not uncommon. Resistance to abrasive forces is also generally low with monofilament fabrics and some form of reinforcement may be necessary where this is likely to present difficulties.

For most filtration applications involving monofilaments, the majority of diameters used are in the range 0.15–0.35mm, yielding fabric area densities between 180 and 450gm-2. Heavy-duty filter belt applications, on the other hand, usually employ diameters from 0.3–1.0mm resulting in area densities from 500–1700 gm-2.
3.1.2 Multifilaments
Although like monofilaments, multifilaments are also extruded through a precision engineered dye, here the similarity ends; the dye on this occasion contains many more apertures of much smaller size. Moreover, the material to be extruded may again be in the form of a molten polymer or alternatively in the form of a solvent dope, the solvent evaporating on extrusion to be recovered for further use. Drawing of the threads is again carried out to orientate the molecules and develop the appropriate tenacity, this being typically of the order 5.5–6.5 centiNtex-1.

In practice, manufacturers of multifilament yarns produce a number of standard linear densities that, for industrial filtration purposes, may range in fineness from120 decitex to 2200 decitex, with individual filaments varying from 6–10 decitex. From this it can be shown that the diameter of such filaments will be of the order of 0.03mm.
The filament assemblies may be held together by air intermingling, texturising or by twist (Fig. 12), the latter being preferred for warp purposes owing to the abrasive forces that will impact on the filaments – especially during weaving where the yarn is under considerable tension – and that may otherwise lead to filament breakage. Whilst weaving performance can be improved by suitable choice and addition of lubricant, determination of the optimum level of twist in the yarn will be critical to successful warping and weaving operations; too much twist presents handling difficulties in warping and too little results in yarn damage, inefficient weaving and substandard fabric.

Multifilament fabrics (Fig. 13) are characterized by their high strength and resistance to stretch, these properties being enhanced as the tenacity of the yarn increases. Multifilament yarns are also more flexible than monofilaments, a property which facilitates weaving of the tightest and most efficient of all woven fabrics. This is used to particular advantage when filtering fine particles (<1mm) at very high filtration pressures, in some cases in excess of 100bar.
In view of the tightness of fabric into which they are frequently woven, multifilament fabrics are generally inferior to monofilaments in respect of throughput and their resistance to blinding will be similarly reduced. This is due to the fact that, in addition to the filtration which takes place between adjacent threads, particles are also captured and possibly permanently trapped within the body of the threads themselves; this occurs despite the fact that the filaments may be tightly bound together by twist. The accumulation of such particles leads to swelling of the yarns, a reduction in pore size and a corresponding fall in filtrate throughput.
Fabric area densities in this category vary from as little as 100gm-2 to around 1000gm-2. The lighter fabrics, depending on the application, may require additional assistance in the form of a support or backing cloth. This is in order to avoid damage from abrasive filter plates or perhaps to avoid the fabric from being deformed into the indentations of the plate surface itself where it would impede escape of filtrate. Heavier fabrics, on the other hand, will be used, mainly unsupported, in more arduous, higher stress-related applications such as filter belts on vertical automatic filter presses.
3.1.3 Fibrillated tape (‘split film’) yarns
As the title suggests, these yarns are produced by taking a narrow width polypropylene film then splitting it into a number of components and binding these together by twist (Fig. 14). In this sense they may be seen as rather coarse multifilament yarns. However, as they are considerably stiffer than the latter, they are not normally used in filter fabrics as such but rather in more open weave backing cloths.

Therefore their function is to provide protection for the more delicate primary filter fabric from damaging surfaces, whilst at the same time permitting the free flow of filtrate from the filtration compartment. The use of a ‘mock leno’ weave (Fig. 15) is ideal in this respect.

For the production of such fabrics, which are generally in the 400–600 gm-2 ranges, yarn linear densities of around 2200 decitex and higher are employed.
3.1.4 Staple-fibre yarns
The synthetic fibres which are used in these yarns are again produced by a continuous extrusion process, followed by conversion into a short staple length, which will facilitate processing on either rotor or cotton or woollen ring spinning systems. The cotton system tends to produce yarns that are rather lean in character whereas those from the woollen system are more bulky (Fig. 16). Similarly, for any given linear density, the cotton yarn tends to be stronger and less extensible than the woollen spun yarn, a feature that may be used to advantage when superior resistance to stretch is required.

On the other hand, because of their bulk, higher flow rates may be expected in fabrics woven with woollen spun yarns (Fig. 17) and resistance to blinding from solid, non-compressible particles (as distinct from compressible slimes) will also be superior. Although difficult to substantiate, it is believed that this feature is related to the ease by which particles may enter and exit the bulky woollen spun structure.
In addition to particle collection efficiency, fabrics produced from woollen spun staple-fibre yarns are also characterized by their resistance to abrasive forces, such as may be found on rough, possibly chemically corroded cast iron filter plates. For this, and filtration purposes in general, the yarns are usually spun with 3.3 decitex fibres in relatively coarse linear densities, typically from 130–250 tex. Fabrics in this category are normally woven in area densities ranging from 350–800 gm-2, the lighter and intermediate fabrics generally being used in pressure leaf and rotary vacuum drum filters and the heavier fabrics in filter presses. When woven in plain weave, maximum efficiency coupled with dimensional stability are usually the key operational requirements, whereas if woven in a twill weave, greater bulk and hence greater resistance to abrasive or compressive forces are usually the dominant factors.
3.1.5 Yarn combinations
By producing fabrics with different components in warp and weft it may be possible to create a structure that utilizes the best features of each. The most popular combinations in this respect comprise multifilament warp and staple-fibre weft yarns (Fig. 18) and monofilament warp and multifilament weft yarns. In both cases the ratio of warp to weft threads is at least 2: 1 and usually considerably higher.

This facilitates the production of fabrics with a smooth warp-faced surface for efficient cake release and also higher warps tensile properties for greater resistance to stretch from the mass of heavy cakes. In the case of the multifilament and staple combination, the inclusion of a staple-fibre weft yarn provides scope for improved resistance to mechanical damage whilst maintaining high particle collection efficiency and an acceptable throughput. Similarly, the inclusion of a multifilament weft yarn in a monofilament and multifilament fabric will lead to an improvement in filtration efficiency, especially if it is suitably texturised.
4. Conclusion
The final products of processes which involve filtration by textile filter media may ultimately find their way into our everyday lives, some examples being edible products such as sugar, flour, oils, fats, margarine, beer and spirits, and other products such as dyestuffs and pigments (as used in clothing, furnishings and paints), viscose rayon fibres and films, nickel, zinc, copper, aluminium, coal, cement, ceramics, soaps, detergents, fertilizers and many more. In addition to assisting in the refinement of products for our general everyday use, textile filter media are also engaged in the purification of both industrial and domestic effluents, thereby contributing to a cleaner environment. The purpose of this chapter is to provide the reader with a general introduction to the more common types of solid–gas (dust collection) and solid–liquid textile filtration mechanisms, the raw materials, polymers, fibres and different types of fabric construction which is employed in media manufacture and some typical fabric finishing processes.
The filter fabric may also vary according to required extent of filtration, type of particle to be filtrated etc. There are seeming limitless number of design and types of fabrics which can be used for filtration.
5. References
[1] C N Davies, Air Filtration, Academic Press, London, 1973.
[2] E Rothwell, ‘Fabric dust filtration’, The Chem. Engineer, 1975 March 138.
[3] N Plaks, ‘Fabric filtration with integral particle charging and collection in a combined electric and flow field’, J. Electrostatics, 1988 20 247.
[4] K Morden, ‘Dust explosion hazards in white sugar handling systems’, Int. Sugar J. 1994, 96, issue number 142, Feb, 48.
[5] BS6524: 1984 British Standard ‘Method for Determination of the Surface Resistivity of a textile fabric’, 1984.
[6] A C Handermann, Basofil Filter Media – ‘Efficiency Studies and an Asphalt Plant Baghouse Field Trial’, BASF Corporation, Fiber Products Division, Enka, N. Carolina, 1995.
[7] J Sievert and F Loffler, ‘Actions to which the filter Medium is subjected in Reverse Jet Bag Filters’, Zement – Kalk – Gips, 3 1986 no. 3 71–72.
[8] A T Purdy, ‘The structural mechanics of needlefelt filter media’, Second World Filtration Congress, the Filtration Society, Uplands Press, London, 1979, 117–132.
[9] S C Anand and P J Lawton, ‘The development of knitted structures for filtration’, J. Textile Inst., 199182(3) 297.
[10] DIN 53887 ‘Determination of Air Permeability of Textile Fabrics’, 1986.
[11] “Handbook of Technical Textiles”, Edited by A R Horrocks and S C Anand published by Woodhead Publishing Limited in association with The Textile Institute Abington Hall, Abington Cambridge CB1 6AH, England.
Founder & Editor of Textile Learner. He is a Textile Consultant, Blogger & Entrepreneur. Mr. Kiron is working as a textile consultant in several local and international companies. He is also a contributor to Wikipedia.





