
Evaluating the Performance of Natural and Metallic Mordants on Dyed Fabric with Pomegranate Peel
Shawon Ahamed1, Md. Kabir Shikdar and Sarwar Mannaf Shabuj
Department of Textile Engineering
Northern University Bangladesh
Email: [email protected]1
Abstract
The project work has been done over cotton fabric dyeing with natural (Pomegranate Peel) at 10% and 15%. At first the fabric was mordanting with different mordanting agent such Vinegar, Tamarind, Emblica officinalis, Ferrous sulfate, Alum, Potassium dichromate at 10% And conventional exhaust dyeing method employed by IR laboratory sample dyeing machine. The color strength (K/S) and color fastness to wash and rubbing are examined and evaluated. Overall, fabric dyed with gives better color fastness and color strength value. Although, color fastness properties to washing and rubbing for the all dyed samples range are good to excellent.
CHAPTER 1
INTRODUCTION
1. Introduction
Cotton today is the most used textile fiber in the world. Its current market share is 56% for all fibers used for apparel and home furnishings and sold in the U.S. Another contribution is attributed to nonwoven textiles and personal care items. The earliest evidence of using cotton is from India and the date assigned to this fabric is 3000 B.C. There were also excavations of cotton fabrics of comparable age in Southern America. Cotton cultivation first spread from India to Egypt, China, and the South Pacific.
Cotton is a soft, staple fiber that grows in a form known as a boll around the seeds of the cotton plant, a shrub native to tropical and subtropical regions around the world, including the Americas, India, and Africa. The fiber most often is spun into yarn or thread and used to make a soft, breathable textile, which is the most widely used natural-fiber cloth in clothing today. The cuticle layer on the fiber itself is separable from the fiber and consists of wax and pectin materials.
Natural dyes include thousands of colorants obtained from plants or animals without any chemical processing. However, natural dyes have exhibit poor fixation to fabric substrates, so mordants are used. After combining with dye in the fiber, the mordant forms an insoluble precipitate and thus both the dye and mordant get fixed to become color-fast to a reasonable extent. The mordant enters deeply into the fiber and combines with dyestuff to form the color. Until the 19th century, people used natural dyes for coloring textiles. After the invention of synthetic dyes, the use of natural dyes was reduced due to the advantages of synthetic dye over natural dye with respect to application, color range and fastness properties. Nowadays, various synthetic dyes are utilized for coloration of cotton; however, some of these synthetic dyes/chemicals are harmful, e.g. azo dyes based on banned amines, allergic and carcinogenic dyes. A number of synthetic chemicals are also available for finishing, but user safety while using such compounds on textiles always remains a question. The best solution to such concerns is the use of natural dyes and chemicals. Some natural compounds possess functional properties and can be best utilized for simultaneous dyeing and functional finishing of textiles. Dyeing textile fibers using natural dyes has been widely reported in the literature.
Natural dyeing using pomegranate peels has been explored on various textile fibers, such as cotton, wool, silk and Nylon 6. These studies were mainly performed on woven fabrics. Simultaneous dyeing and multifunctional finishing of cotton knitted fabric using zinc sulphate and pomegranate peel extract has not been reported yet. In the present work, pomegranate peel waste was utilized for simultaneous dyeing and multifunctional finishing of knitted cotton fabric. The concentrations of mordant and dye were optimized in order to get higher color values and better multifunctional properties. The dyed fabric was evaluated for color values and fastness properties. The efficiency of such knitted fabric as a multifunctional textile material was explored. All the functional properties obtained on cotton are desirable for summer wear (UV protection, antibacterial and antioxidant). Hence, the fabric dyed in accordance with optimum parameters can be used to manufacture naturally dyed multifunctional products for summer wear.
1.2 Objectives
- To determine the color strength value of natural dyed sample.
- To examine the fastness against wash, rubbing and perspiration of natural dyed sample.
- To analyze the effect of mordant with three different natural dyestuffs in dyeing and color fastness properties.
CHAPTER 2
LITERATURE REVIEW
2.1 Cotton
Cotton today is the most used textile fiber in the world. Its current market share is 56 percent for all fibers used for apparel and home furnishings and sold in the U.S. Another contribution is attributed to nonwoven textiles and personal care items. The earliest evidence of using cotton is from India and the date assigned to this fabric is 3000 B.C. There were also excavations of cotton fabrics of comparable age in Southern America. Cotton cultivation first spread from India to Egypt, China, and the South Pacific.
Cotton is a soft, staple fiber that grows in a form known as a boll around the seeds of the cotton plant, a shrub native to tropical and subtropical regions around the world, including the Americas, India, and Africa. The fiber most often is spun into yarn or thread and used to make a soft, breathable textile, which is the most widely used natural-fiber cloth in clothing today. Each cotton fiber is composed of concentric layers. The cuticle layer on the fiber itself is separable from the fiber and consists of wax and pectin materials.
2.2 Properties of Cotton
Cotton is a natural fiber that is grown in countries around the world. It is a crop that requires adequate moisture and heat to mature and produce quality fibers. Cotton growing tends to be in warmer climates. Cotton is a true commodity in the world markets and supply and demand truly affect prices of raw cotton.
Cotton fibers are mainly made up of cellulose. Cellulose does not form unless temperatures are over 70°F (21°C). The cotton fibers are attached to the seeds inside the boll of the plant. There are usually six or seven seeds in a boll and up to 20,000 fibers attached to each seed. The length of these fibers (also called staples) is the main determining factor in the quality of the cotton. In general, the longer the staple grows the higher the quality of the cotton. Staple lengths are divided into short, medium, and long (and extra long, in some cases):
- Short staple cotton is between 3/8” to 15/16” (0.95cm to 2.4cm) in length
- Medium staple cotton is between 1” to 1-1/8” (2.54cm to 2.86cm) in length
- Long staple cotton is between 1-3/16” to 2-1/2” (3cm to 6.35cm) in length
2.2.1 Properties of Cotton Products
- Comfortable – there are no surface characteristics of cotton that make it irritating to human skin. Cotton feels good against skin; it has a soft hand.
- Hydrophilic – cotton has a natural affinity for water – it attracts moisture away from your body.
- Moisture passes freely through cotton – aiding in evaporation and cooling
- Good Heat Conductivity – Cotton allows heat to dissipate making it a wonderful fiber to maintain a comfortable sleeping temperature.
- Strong and abrasion resistance
- The unfavorable attributes of cotton include its lack of resiliency (cotton tends to wrinkle) and its lack of luster (colors are usually dull).
2.2.2 Properties of Cotton Fiber
- It has 8% moisture regain
- The cellulose is arranged in a way that gives cotton unique properties of strength, durability, and absorbency
- It is fresh, crisp, comfortable, absorbent, flexible, has no pilling problems and has good resistance to alkalis
- It has poor wrinkle resistance, shrinkage, poor acid resistance, less abrasion resistance, susceptible to damage by moths and mildew, needs lots of maintenance and stains are difficult to remove
- Its fiber length ranges from ½ inches to 2inches
- It has 10% increase in strength when wet.
- It has a flat twisted tube shape
You may also like: Technical Properties of Cotton Fiber
2.3 Pomegranate
The pomegranate is a fruit-bearing deciduous shrub in the family Lythraceae, subfamily Punicoideae, that grows between 5 and 10 m (16 and 33 ft) tall.
The pomegranate originated in the region extending from Iran to northern India, and has been cultivated since ancient times throughout the Mediterranean region. It was introduced into Spanish America in the late 16th century and into California by Spanish settlers in 1769. The fruit is typically in season in the Northern Hemisphere from October to February, and in the Southern Hemisphere from March to May. As intact sarcotestas or juice, pomegranates are used in baking, cooking, juice blends, meal garnishes, smoothies, and alcoholic beverages, such as cocktails and wine. Today, it is widely cultivated throughout the Middle East and Caucasus region, north and tropical Africa, the Indian subcontinent, Central Asia, the drier parts of Southeast Asia, and parts of the Mediterranean Basin. It is also cultivated in parts of Arizona and the San Joaquin Valley in California. In the 20th and 21st centuries, it has become more common in the shops and markets of Europe and the Western Hemisphere.
2.4 Pomegranate Peels
Pomegranate (Punica granatum L.) plants are among the first cultivated plants by humanity; however, its consumption had been limited most commonly as a result of the hassle of extracting the juicy arils . Due to the increasing number of scientific studies about its health benefits, production and consumption of pomegranate fruits have been increasing since the beginning of the 21st century. Pomegranate fruits are consumed as both fresh and processed mainly in the forms of juice, oil, wine, and jams. Both the fruits and its peel are known to have high levels of numerous phytochemicals, including phenolic acids, flavonoids, and tannins. This diverse characteristic of phytochemicals is thought to be responsible for its high antioxidant potential and health benefits. During processing, a considerable amount of by-products are developed from peels and is known to have high contents of hydrolysable tannins (HTs). Recently, by-products of pomegranates, especially pomegranate peel extract (PPE), have been increasing attention due to its scientifically confirmed therapeutic properties such as antioxidant, antimicrobial, anticancer, antiulcer, and anti-inflammatory activities. Numerous scientific studies have suggested that PPE exhibits excellent antimicrobial activity against several foodborne pathogens and improves the postharvest storability of food products. This paper will describe and discuss the recent advancements about the biochemical composition, antimicrobial potential, and food preservation characteristics of PPEs.
2.4.1 Biochemical Composition of Pomegranate Peel
Pomegranate peels have high levels of numerous phytochemicals . It has been reported that PPE is high in bioactive compounds, mainly phenolic acids, flavonoids, and hydrolysable tannins. The primary phenolic acids identified from PPEs are ellagic acid, gallic acid, caffeic acid, chlorogenic acid, syringic acid, ferulic acid, vanillic acid, p-coumaric acid, and cinnamic acid. Phenolic acids concentration significantly varies among varieties and is highly depending upon the geographical location, climatic conditions, and cultivation practices. One of the main parameters defining the concentration of the phenolic acids was noted as the peel color where the varieties with dark red color reported to have higher phenolic acids concentration than the light-colored varieties. Additional to phenolic acids, PPEs are an excellent source of flavonoids. Flavonoid content and composition are also known to vary significantly among varieties and growing conditions; however, it was also noted that the fruit developmental stage influence the flavonoid content and composition. Besides, PPEs are reported to have rich sources of tannins. The reported tannins are ellagitannins, punicalagin, granatins, punicalin, pedunculagin, castalagin, corilagin, gallagyldilactone, and tellimagrandin.
The antioxidant activity of the PPEs is attributed to the phenolic acids, flavonoids, and tannins. Among these, ellagitannins are noted to be most responsible for the antioxidant activity of the pomegranate peels. It was also stated that both concentrations of phytochemicals and antioxidant activity are highly dependent upon the solvents used for the peel extraction. Previous studies also suggested that the methanolic extracts of the pomegranate peels exhibit higher antioxidant activity as compared with other extractions methods. The concentrations of phenolic acids, flavonoids, and tannins in PPEs mainly depend on the extraction method. For example, Orak et al. reported the highest concentrations of tannins identified from methanol extracts, as compared with water and ethanol extracts. Acetone extracts of pomegranate peels were also noted to have higher antioxidant activity than the water and ethanol extracts.
2.4.2 Biochemical Changes and Food Preservation of Pomegranate Peel
PPE is a valuable by-product for the food preservation industry. As discussed previously, PPE is a rich source of bioactive compounds, including tannins consisting of ellagic acid and gallic acid. Most of the bioactive compounds, which are abundant in the PPE, were previously tested as natural additives for improving the preservation quality of food. PPE was yet tested alone or in combination with edible films and coatings for food preservation. Renewable, bio-based, environment friendly active packaging systems, which are usually composed of biopolymers such as proteins, lipids, and polysaccharides, have been extensively used in food packaging since the beginning of the 21st century. Legume seeds as a good source of plant proteins (25–28%) have a good potential as a bio-based film.
Moreover, incorporation of natural compounds (with high contents of antioxidant activity, phenolic compounds, and essential oils) into bio-based films is known to improve the activity of edible coatings and enhance the storage duration of food products. Among these, fruit peels constitute an essential part, which is a rich source of bioactive compounds. PPEs have also been widely used in the formulation of bio-based edible coatings/films. The PPE was also noted to reduce the water vapour permeability of chitosan-based film material and its antimicrobial activity. Another recent study showed that the incorporation of different concentrations of PPE with mung bean protein films provides a biofunctional edible film for packaging of food products. The incorporation of PPE was reported to give flexibility to the films, increase the thickness and water vapour permeability, and decreases the moisture content. It was determined that PPE retains its semicrystalline structure in bio-based edible films and improves the efficacy of the material. In a similar study, incorporation of PPE in chitosan was tested for food packaging. The addition of PPE to active polyvinyl alcohol (PVA) composite film also resulted in high antioxidant activity and antibacterial ability.
The incorporation of PPE (1% w/v) into chitosan (1% w/v) and alginate (2% w/v) coatings was then reported to improve the postharvest storability of “Allahabad safeda” guava fruits. Results suggested that the edible coatings reduced the respiration rate, protected ascorbic acid content, total phenolics, total flavonoids content, and antioxidant activity, and maintained the overall fruit quality. The phenolics in foods capture free radicals, produced during oxidative stress, and prevent the deterioration of the foods. Several studies with other edible coatings confirm that the edible coatings reduce the respiration rates and help to maintain the postharvest quality of fresh fruits. Reduction in respiration rate results with a decrease in the enzyme activity and thereby resulting in a reduction of ascorbic acid oxidation and improves the postharvest storability of foods. Higher respiration rate results in the breakdown of total phenols, and this accelerates the ageing process. Thus, the reduction of the respiration rate by the edible coatings enriched with PPE results with a high amount of phenolic compounds and improved storability of the foods.
Rather than the direct influence on the pathogens, PPEs also induce plant resistant to pathogens. In one of these studies, PPE was reported to cause a transcriptomic response at orange fruits. It was noted that PPE upregulates 273 significant genes and downregulates eight genes. Changes in the gene expressions were noted to enrich antibiotic biosynthesis and induce defence pathways.
2.5 Mordant
Mordant dyes constitute a class of synthetic colorants that are applied to textile fibers mainly with the aid of transition metal ions such as Cr3+. The resultant dye-metal complexes are key to the fastness properties produced on wool. In the same way, most natural dyes require the use of a mordant to have coloring power on textiles such as cotton. Unlike mordant dyes on wool, the fastness properties of natural dyes on cotton are generally quite low. Consequently, they were largely replaced by synthetic dyes that are more cost effective, brighter, and more durable under end-use applications. However, issues surrounding textile sustainability has sparked renewed interest in natural dyes. While wholesale replacement of synthetic dyes with natural dyes is neither practical nor fundamentally possible, similarities between the dyeing method for mordant and natural dyes led to the idea of reducing the level of synthetic dyes used commercially by combining suitable dyes from these two classes for dyeing textiles. As a starting point for developing this idea, mordant dyes such as Mordant Blue 13, Mordant Brown 40, Mordant Orange 6 and Mordant Yellow 8 were applied to cotton using various dyeing times, temperatures, dye bath concentrations and mordants. The mordant dyes giving the best results were used to produce an optimized dyeing procedure and a direct comparison of exhaustion levels, L∗, a∗, b∗ and K/S values, wash, light and crock fastness levels was undertaken. The results of this study indicated that Mordant Blue 13, Mordant Brown 40 and Mordant Orange 6 gave interesting shade depths on cotton. Mordant Blue 13 emerged from this study as a dye meriting consideration for combination dyeings with natural dyes such as logwood and tobacco extract.
2.5.1 Vinegar
Mordant comes from “mordere”, which means “to bite”. A mordant is necessary with most dyes to allow them to chemically bond to the fiber. Otherwise, the dye molecules just lie on top of the fiber molecules, and will rinse off. The mordant chemically prepares and opens up the fiber to bond with the dye. It’s like the peanut butter between two pieces of bread.

2.5.1.1 Mordant myths
1. Vinegar is a mordant. Vinegar is a pH modifier, NOT a mordant. Some dyes require certain pH to strike, such as acid dyes, and even some natural dyes do best in an acid environment. Plus, weak acetic acid like vinegar will help keep your wool from degrading. The acid helps “open up” some fibers, making them more receptive to mordanting and dyeing. It will, however, completely kill off, or “make fugitive” a lot of natural dyes if overused. You can also use vinegar and ammonia to change the colors you get from some pH reactive dyes. Do please be aware that just because the dye itself changed color, that doesn’t mean that it will look any different once set on the fiber. Acid makes pinker, Alkali makes bluer.
2. Mordants for natural dyeing are very toxic. Maybe not so much a myth as an exaggeration. Yes, the metal salts used as mordants are toxic in their concentrated, powdered form. No, you do NOT want to breathe in the dust, or allow your children or pets near them. Common sense, people, wear gloves and a mask!! That said, the concentrations in which they are used are not nearly so bad. For a pound of fiber, you’re going to want to dilute around only 1/2 an OUNCE of mordant (with the exception of alum, which you’re going to need around 1-2 ounces. But Alum isn’t toxic to begin with, so there!!) Once the mordant bath is expended, it is pretty harmless.
3. More is better. More mordant does NOT mean better color, it means destroyed fiber. Using too much mordant weakens and makes brittle your fibers. In some cases, it even makes them slimy. Not so good.
4. Mordants are hard to use/too much trouble. Mordants take only a little bit of time to use, and without them, your natural dyeing is doomed to failure. You can even mordant by dissolving your mordant in water and leaving the fiber and mordant in the sun for a day or so while you let your dyestuff soak. Playing around with mordants opens up your range of available colors and techniques dramatically There are a few commonly used mordants, and some less commonly used ones. The most common are:
Alum (Aluminum Potassium Sulfate): Pretty much, alum is the easiest to find and use, it is less toxic, and it gives what we will call the “base” color. It doesn’t change the base color of your fiber. You can find alum, made by McCormick, in the canning or spice section at most grocery stores. You don’t need a lot of it, and you can easily solar mordant with it. You want to dissolve your alum in lots of hot water, put it in your chosen vessel (pot, crockpot, solar dyeing oven, whatever, we’ll discuss it later), put in your fiber, and that is it.
Copper (Copper Sulfate): Copper will turn your fiber a light aqua-to-greenish color. It is neat even by itself as a color. It can be used with yellows to get soft greens, to make blues and greens more turquoise, and to make “sadder” warm tones. Sometimes referred to in medieval recipes as “flowers of copper”.
Iron (Ferrous Sulfate): Some people class this as a “color modifier” not a true mordant. Makes stuff greyer/darker. Used with indigo or logwood, or even sometimes walnut, to get black. Known in medieval dyeing recipes as “copperas”, SO DON’T ASSUME COPPERAS MEANS COPPER. You can pre-mordant with this like you normally would, but a lot of folks just use it after dyeing to grey it up. Used alone, iron will darken your fiber. We don’t ever use it by itself as a pre-mordant. We only use it with something else, or afterwards to modify.

And some less common, but still widely used ones are:
Chrome (Potassium Dichromate): *TOXIC* This mordant is one of my faves. We only solar mordant with this one, and never let it in the house. Chrome by itself turns the fiber yellow. It will make your colors richer in tone, and gives them a kind of antique-y look. I.E.-the pinks and lilacs from cochineal and logwood on tin become purple and dark blue. Here’s some sock yarn dyed with those, done with the oven method.

Tin (Stannous Chloride): Brightens colors. Tin does not change the base color of your fiber. Tin will give you the brightest, clearest reds/yellows/oranges, and can be used with cochineal to give hot pink. It’s my most favorites mordant ever because we like the bright shinies, and it turns the mordant bath opalescent. Here’s the same kind of yarn, dyed with the oven method in the same pan, at the same time, but mordanted with tin.
What is pink here was the purple on the other, and what is purple here was the blue on the other.

Tannins: There are various sources of tannins, the most widely used one being Tara Powder. Tanins are usually used with cellulose fiber, not protein. Since cellulose fibers are harder to dye, in addition to the mordant, tannins help the dye bond to the fiber. They can be added in to your regular mordant bath when dyeing plant fibers, or done as a separate step if you’re going to have wool in the mordant bath. Tannins can darken your fiber. Alum-Tannin-Alum is the best way to mordant on linens. Yes, it’s three separate steps, but linen is a pain to dye otherwise.
2.5.1.2 How to mordant
Allow me to suggest that you have dedicated mordanting vessels, and that you work outside. Most of the natural dyes, I’m not terribly concerned about letting in the kitchen, especially since a great many of them are herbs and spices that are already in my kitchen. We won’t mordant in the kitchen, though.
The basic method is this:
Dissolve your mordant in a pot of warm water, LOTS of water (you need to let your fiber have plenty of space to move around, or the mordant can’t attach everywhere), set it on the burner, and add fiber. Let it mordant for around 1/2 an hour on medium heat, then remove the fiber and RINSE RINSE RINSE. Remember, the mordant makes a chemical change, so rinsing won’t hurt it, but too much mordant will. Having excess mordant in your dye bath can also give you less than stellar results, especially if you’re trying to use different mordants at the same time. Excess molecules of mordant will float around and reattach in odd places, and in general play heck with your attempts to get even coloration, so RINSE.
You can also do solar mordanting. You want a vessel that is fairly flat, reflective inside dark outside helps too. Mix up your mordant solution, put your fiber in the vessel, and cover with mordant solution. Cover the whole shebang with plastic wrap and leave it alone for a few hours to a few days, depending on how hot and sunny it is. There are some great existing tutorials on solar dyeing on the web that discuss how long to leave fiber. After it’s “done”, rinse out your fiber. This is the method we use for BIG batches and anything chrome.
We have mordanting crockpots. We plug them in in the shed, leave them alone for half an hour, and then I’m good to start. You have to let the water get good and hot BEFORE you add fiber, and then leave it on the high setting for 1/2 an hour, just like on the stove. We have one crockpot for each mordant, picked up for 240 Tk each at the thrift store. Remember to rinse, and rinse out your crockpots well so you don’t end up with deposits of metal salts. This can make the crockpot explode. We had a crockpot that got metal salt deposits, and the next time we used it, it got a crack along the deposit line, and the metallic liquid got into the base and then the whole ceramic part shattered. Kind of neat to explode a crockpot, but nonetheless, a bad idea.
2.5.1.3 Triple threat mordanting
This is one of my absolute favorites. Basically, you take your fiber or hank of yarn, and have it dunked into three separate mordants at once. We use the smaller size Ball jars and my dyeing microwave. We put the ball jars with mordant bath in the microwave on the turntable. Then we take slightly damp fiber in a skein (with roving we wind it into a skein around my elbow and use as is, with yarn we usually double the skein first), and stick one end of the skein in one jar, then the next section into the next jar, then the rest of the skein into the third jar. Stick it in the microwave for about three minutes, let it rest, another three minutes in the microwave, rest, and another three. The neat thing is, capillary action makes the mordants creep up the yarn, so they’ll mix in the places that aren’t actually submerged in any jar. The reason to do this is that then you can vat dye and get a subtly hand-painted, shaded look. In some cases, the difference is drastic, in some, not so much.
You can see the pinkish violet, the dull purple, and the blueviolet sections on this one, even after it was re-skeined.

2.5.1.4 Concurrent mordanting
Concurrent mordanting will give you somewhat unpredictable results, so even if you’re really pressed for time we wouldn’t recommend it. In concurrent mordanting, you add the mordant to the dye bath, toss in the fiber, and hope for the best. There are a few problems here:
- That can SERIOUSLY change the color of your dye bath and fiber.
- This is the big one. You have dye molecules and mordant molecules all fighting for the same sites on the fiber to attach to. If the dye gets there first, the mordant can’t attach, and then the dye will just rinse right off. Your results will be splotchy at best.
If you’re going to take the time to natural dye, you have to know that it is NOT a fast process. Trying to rush it by skipping mordanting (or doing a poor job of it) will make your results not nearly so nice, and it is one of the things that turns a lot of people off of natural dyeing. Once you have your mordanting skills down, your results will be much more predictable and professional.
2.5.2 Tamarind
The use of dye stuffs is as old as textiles themselves and pre-dates written history. Dyes are obtained from two main sources; the natural dyes and synthetic dyes.1 Natural dyes can be defined as those organic materials that have the ability to impart color to any substrates which they must have had affinity for.2 Natural dyes are biodegradable and very compatible with the environment. They have beauty and depth of color that cannot quite be obtained with synthetics. These dyes can be obtained either from plants, animals, and minerals.3 Until the mid 19th century, all dyestuffs were made from natural materials, mainly vegetables matter.2 Research findings have reported that synthetic dyes are harmful to the body and thus the increased search into the arrays of plants for natural dyes which is more environmental friendly.4 Most of these dyes are substantive and mordant are used to increase the color and quality fabric. In this article work, no textile chemicals, auxiliaries and textile dyes were used and even the mordant is also natural. Everything was collected from nature and our surrounded area and the full dyeing process was completed by using this natural (chemical free) items.
2.5.2.1 Harmful effects of chemicals used in textiles and discussion about fully natural dyeing
Mills discharge millions of gallons of this effluent as hazardous toxic waste, full of color and organic chemicals from dyeing and finishing. Presence of sulphur, naphthol, vat dyes, nitrates, acetic acid, soaps, chromium compounds and heavy metals like copper, arsenic, lead, cadmium, mercury, nickel, and cobalt and certain auxiliary chemicals all collectively make the effluent highly toxic.4 Other harmful chemicals present in the water may be formaldehyde based dye fixing agents, hydro carbon based softeners and non-bio degradable dyeing chemicals. The mill effluent is also often of a high temperature and pH, both of which are extremely damaging. The amount of BOD, COD is more in effluent water which comes from different processes with chemicals.5 The colloidal matter present along with colors gives the water a bad appearance and foul smell. It prevents the penetration of sunlight necessary for the process of photosynthesis. This interferes with the Oxygen transfer mechanism at air water interface.5
Depletion of dissolved Oxygen in water is the most serious effect of textile waste as dissolved oxygen is very essential for marine life. In addition when this effluent is allowed to flow in the fields it clogs the pores of the soil resulting in loss of soil productivity. The texture of soil gets hardened and penetration of roots is prevented. Impurities in water affect the textile processing in many ways. In dyeing stage metallic ions present in water sometimes combine with the dyes causing dullness in shades.4 Textile effluent is a cause of significant amount of environmental degradation and human illnesses. All the organic materials present in the wastewater from a textile industry are of great concern in water treatment because they react with many disinfectants especially chlorine. Chemicals evaporate into the air we breathe or are absorbed through our skin and show up as allergic reactions and may cause harm to children even before birth.
Dyes are used for coloring the fabrics. Dyes are molecules which absorb and reflect light at specific wavelengths to give human eyes the sense of color. Dyeing in textiles is a process in which color is transferred to a finished textile or textile material (like fibers and yarns) to add permanent and long-lasting color. It can be done by hand or by machine. Dyes can come as powders, crystals, pastes or liquid dispersions, and they dissolve completely in an aqueous solution like water.6 When the textile and the dye come into contact, the textile is completely saturated by the dye and colored.7 Some of the synthetic dyes contain metals too. The natural dyes are extracted from natural substances such as plants, animals, or minerals.1 Natural dyes come from sources like plants, minerals and animals. If the dyeing procedure with natural dyes is considered, different chemical mordants are used. 3 So, in dyeing there should be the presence of chemical and dyes whether it is synthetic or natural.8 Fully natural dyeing means where no chemical is used starting from the initiation stage of dyeing to termination.9 In this article, dyeing is carried out by using natural dyes and natural catalyst with the use of no machine.
2.5.2.2 Natural catalyst used in fully natural dyeing
In chemical free dyeing natural catalyst was used instead of any chemical. Here the catalyst used in this chemicals free dyeing was collected only from nature. The dyes used in this process are natural dyes. The natural dye which was used is turmeric. Tamarind leaves were used as Natural Catalyst in this dyeing. The list of substance is given in Table 1.
Table 1: List of natural catalyst
| Name | Natural Catalyst |
| Dyes | Turmeric |
| Natural Mordant | Tamarind Leaves |
| Chemical Mordant | FeSO4 |
2.5.2.3 Chemical structure of the substance
The Chemical structure of the substances used in this dyeing is given below:



Turmeric can be in enol form or keto form. But the enol form is more energetically stable in the solid phase and also in solution (Figures 1-3).
2.5.3 Emblica Officinalis
This study was carried out to determine the mordant activity of Emblica officinalis in dyeing of cotton fabrics with direct dye. For this purpose dried fruits of Emblica officinalis (Indian Goosberry) cultivated at 5 different places were collected. To find best quality sample which were subjected to qualitative analysis of phytochemicals such as alkaloids, carbohydrates fixed oil and fats, saponin, tannin and phenols, gums and mucilages and quantitative analysis of one of the phytochemical present in it.
In the five samples, tannin was estimated by colorimetric method. Best quality sample was used as mordant at different concentrations, different pH and temperatures in dyeing process of cotton with direct dye. It was concluded that Emblica officinalis acts as good mordant in equal concentration with water, in neutral condition and at higher temperature in dyeing of cotton with ATUL direct sky blue.
2.5.4 Alum
Alum was known as one of the most imperative components of textile industry before the introduction of chemical dyes in the 1850s. Its significance could be explored when studying the alum quarrying and trade in several geographical areas [1]. In literature, interesting notes on alum as a mordant for textile dyeing of yarn, cloth and leather in North America, China, Libya, Russia and Turkey could be found. In England, for instance alum was imported mainly from Papal and Spanish mines during the 16th
2.5.4.1 The role of alum in textile dyeing
It is well known that natural dyes do not readily adhere to cotton. Therefore, in order to set the color when using natural dyes alum is needed to play its role as a chemical agent which allows a reaction to occur between the dye and the fabric [3]. It may be added to the dye source to influence it; however it does not serve as a color source on its own. The fabric is impregnated with the mordant, then during the dyeing process the dye reacts with the mordant, forming a chemical bond and attaching it firmly to the fabric.
2.5.5 Ferrous sulfate
Iron (Ferrous Sulfate) is used alone as a mordant, as a color shifter and to increase light fastness when used in combination with other natural dyes. It also used as a reducing agent for certain types of indigo vats. Iron is a versatile ingredient for the natural dyer. You can add it directly to a dye bath, mordant with iron or iron and alum or tannin, put it in a spray bottle or shift colors by dipping fibers in an iron bath after dyeing.
Iron is very strong, so a little goes a long way and the color results can be dramatic. It reacts with dyes that contain tannin and produces dark brown and gray when combined with tannin-rich dyes.
For example:
- Pomegranate with iron makes a dark olive green
- Madder with iron makes a deep grayish purple
- Tannin with iron makes a grayed purple
- Chestnut with iron makes a medium gray
- Cutch with iron makes a rich chocolate brown
2.5.6 Potassium Dichromate
Dyeing of fabrics with natural dyes often leads to problems such as narrow range of shades, and low color fastness of dyed textiles. Attempts to overcome these problems have been mainly focused on the use of mordants. In addition to creating affinity between dye and fiber, the use of mordants also change the hue of certain dyes. Different mordants used with same dye may darken, brighten or drastically alter the final color of the dyed fiber.

Mordant dyes form the largest class of natural organic dyestuff. Those dyes which have higher affinity for mordanted fibers are called mordant dyes. This classical definition of mordant dyes has been extended to cover all those dyes which form a complex with metal mordant. The complex may be formed by first applying the mordant (pre-mordanting) or by simultaneous application of the mordant and the dye (simultaneous mordanting) or by after treatment of the dyed material with mordant (post-mordanting).
CHAPTER 3
MATERIALS AND METHODS
3.1 Materials
3.1.1 Natural dyes
Extracted dye solution from Pomegranate Peel: 20 gm. Collected directly from Pomegranate
3.1.2 Mordant
Six types of mordant are used. These are
Table 2: Types of mordant used.
| Name of The Mordant | Amount of The Mordant |
| Vinegar | 10% Weight of Fabric |
| Tamarind | 10% Weight of Fabric |
| Emblica Officinalis | 10% Weight of Fabric |
| Alum | 10% Weight of Fabric |
| Potassium Dichromate | 10% Weight of Fabric |
| Ferrous Sulphate | 10% Weight of Fabric |
3.2 Methods
3.2.1 Extraction of natural dye
The Pomegranate Peel are collected from Pomegranatel and then dry this in to sunlight. then grind it and dye solution is prepared which then used for dyeing on cotton fabric using mordanting agents.
3.2.2 Mordanting of Cotton Fabric
Scoured bleached cotton fabric are pre-mordanted separately with alum, FeSO4, potassium dichromate, Vinegar, Tamarind, Emblica Officinalis at the similar concentration concentrations 10% at room temperature for 24 hours keeping the material-to-liquor 1:20. The mordant fabric was then used for dyeing without any washing.
3.2.3 Dyeing of mordanted cotton fabric with natural dye
With or without Pre-mordanted cotton fabric were dyed with the extracted dye solution from Pomegranate Peel. The recipe of the dyeing are given as following Recipe.
- Fabric weight-15gm
- Natural dye solution-1.5gm and 2.25gm
- Mordanting agent-10%
- Temperature-800 C
- Time-60 min
- M: L-1:20
3.3 Different Testing Process
3.3.1 Measurement of color co-ordinate
Through Data color 650® Spectrophotometer, the color co-ordinate value of all dyed specimen are measured by following CIE Lab or CIE LCH method. Where,
- L* = Lightness/darkness value
- a* = Red/Green axis, +a represents Redder and –a represents Greener
- b* = Yellow/Blue axis, +b represents Yellower and -b represents bluer
- C* = Chroma, +ve represents brighter and -ve represents duller.
- h* = Hue.
3.3.2 Measurement of Color Strength
The K/S value was assessed by Spectrophotometer to observe the color strength of different reactive dyes which works on Kubelka-Munk equation:
Where, R is the decimal fraction of the reflectance of dyed fiber.
- K = light absorbed
- S = light scattered
- k = constant of proportionality
- C = concentration of colorant
Since K/S factors for each dye at a particular
3.3.3 Evaluation of color fastness to wash
To measure wash colorfastness properties of the dyed sample. Following parameters are maintained. As well as for assessing color change (ISO 105 A02) and color staining (ISO105 A03) standard grey scales utilized to obtain ratings of fastness test.
3.3.4 Evaluation of color fastness to water
This test method evaluates the effect of water on fastness properties of dyed, printed or otherwise colored textile materials. 15 At first Cut each sample at 10cm x 4cm along the length or width direction. Then specimen is paired with a multi-fiber fabric. After that the combined specimen is soaked into di-ionized water for half an hour. All the wet sample then placed in a perspire meter in an oven to simulate exposure for 3 hrs.
Lastly color change of the sample and staining of the multi-fiber strip is evaluated.
3.3.5 Assessment of color fastness to wet and dry rubbing (ISO 105×12)
Dyed samples are mounted on the crock meter and finger of the crock meter covered with a desized 5× 5 crocking fabric. The specimen rubbed with the finger of the meter at 10 turns within 10 seconds. But for wet rubbing test this process is followed after soaking the fabric at 100% pickup.
CHAPTER 4
RESULTS AND DISCUSSIONS
4.1 Visual Appearance


4.2 Color Fastness to Wash
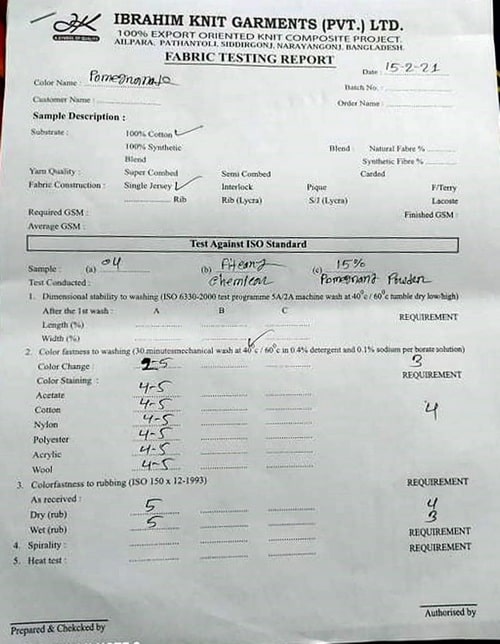
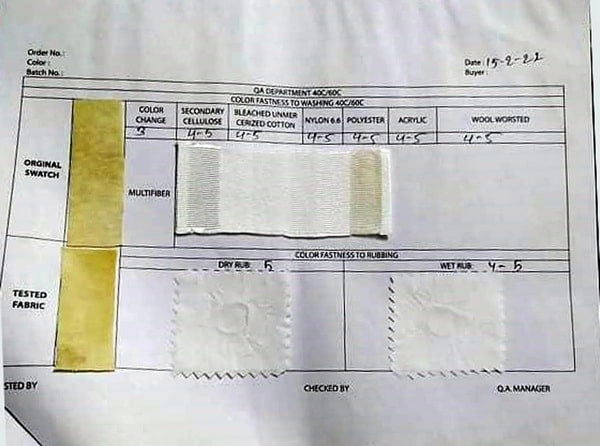
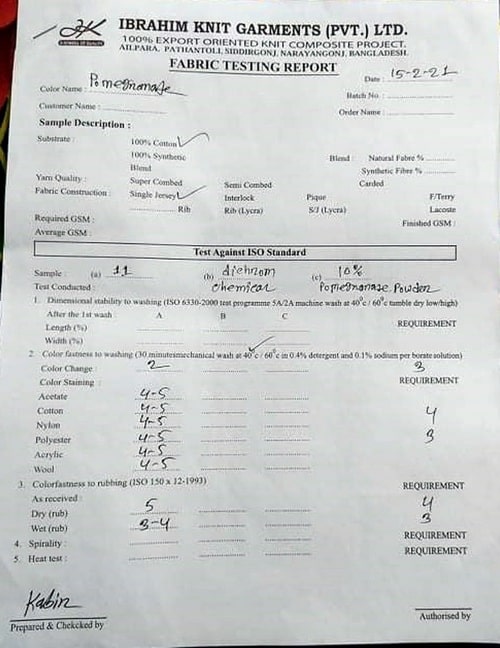
Fabric dyeing with Pomegranate Peel yield outstanding results in case odd color staining of wash for all the samples treating with or without mordants which is is 4-5. But in case of color change after wash fastness test Fabric dyed without mordant and mordanting with potassium dichromate yields 12 color fastness to wash rating.
4.2.1 Color fastness to wash test result of sample dyed with or without mordant.

4.3 Color Fastness to Water
Though there is no variation of color change of water fastness is similar for all specimen (4-5) but in case of color staining water fastness is better (4-5) for sample dyed with extracted dye solution before treated with alum. Whereas, fabric pre-mordanted with potassium dichromate exhibits comparatively lower fastness rate after dyeing with eucalyptus leaves extraction.
4.3.1 Color fastness to water test result of sample dyed with or without mordant.

4.4 Color Fastness to Rubbing
Though there is no variation of color change of Rubbing fastness is similar for all specimen (4-5) but in case of color staining Rubbing fastness is better (4-5) for sample dyed with extracted dye solution before treated with alum. Whereas, fabric pre-mordanted with potassium dichromate exhibits comparatively lower fastness rate after dyeing with eucalyptus leaves extraction.
4.4.1 Color fastness to Rubbing test result of sample dyed with or without mordant.


CHAPTER 5
CONCLUSION
5.1 Conclusion
This empirical study shows the prominent dyeing effects along with their dyeing properties. Both the visual and spectrophotometric results reveal that yarn dyed with Prominent Peel gives bright shade when it is dyed with without mordanting agents and well as premordanted with potassium dichromate. As the color fastness properties of different dyed fabric show moderate to good grading range (4-4.5) but overall, in respect of all colorfastness properties cotton fabric dyed without mordant and pre-mordanted with potassium dichromate yield the better performance in respect of all properties.
5.2 References
[1] https://www.slideshare.net/EngrMihirRanjonDas/assignment-paper-on-cotton
[2] https://www.assignmentpoint.com/science/biology/history-of-cotton.html
[3] https://en.wikipedia.org/wiki/Cotton
[4]https://www.researchgate.net/publication/284839463_Dyeing_of_cotton_with_thyme_and_pomegranate_peel
[5] https://link.springer.com/article/10.1007/s10570-014-0427-8
[6] https://www.environmentaljournal.org/1-2/ujert-1-2-5.pdf
[7] https://maiwahandprints.blogspot.com/2013/01/natural-dyes-mordants-part-1.html
[8] https://juniperpublishers.com/ctftte/pdf/CTFTTE.MS.ID.555619.pdf
[9] https://www.researchgate.net/figure/Coloring-effect-of-dye-no-mordant-Fig5Potassium-dichromate-as-a-mordant_fig1_282777896
[10] https://naturaldyesblog.wordpress.com/tag/potassium-dichromate/
[11] https://www.sattlers.org/mickey/culture/clothing/kilts/utilikilts/mordant.html
[12] http://www.spindleandwheel.com/index.php/september2007/101-mordants
[13] https://medcraveonline.com/JTEFT/fully-natural-garment-dyeing-using-tamarind-leaves-as-mordant.html
[14] http://www.asianjournalofchemistry.co.in/User/ViewFreeArticle.aspx?ArticleID=21_1_59
[15] https://www.researchgate.net/publication/257775295_Eco-Friendly_Dyeing_Using_Natural_Mordant_Extracted_from_Emblica_officinalis_G_Fruit_on_Cotton_and_Silk_Fabrics_with_Antibacterial_Activity
[16] https://botanicalcolors.com/botanical-colors-how-tos/how-to-use-iron-powder-ferrous-sulfate/
ANNEX
Table 1: Color fastness to wash test result of sample dyed with or without mordant.

Table 2: Color fastness to water test result of sample dyed with or without mordant

Table 3: Color fastness to rubbing for dye

Table 4: Color fastness to rubbing for wet

For sample 1:


For sample 2:


For sample 3:


For sample 4:

For sample 5:


For sample 6:


For sample 7:


For sample 8:


For sample 9:

For sample 10:


For sample 11:

For sample 12:


You may also like:
- Natural Dyeing of Cotton Fabric Using Terminalia Chebula (Kadukkai) and Turmeric (Curcuma Longa)
- Cost Reduction in Dyeing of Denim Garments by Using Natural Indigo Dyes
- Development of Natural Additives in Dyeing of Cotton Fabric Using Reactive Dyes
Founder & Editor of Textile Learner. He is a Textile Consultant, Blogger & Entrepreneur. Mr. Kiron is working as a textile consultant in several local and international companies. He is also a contributor to Wikipedia.





