
Last Updated: April 16, 2026
Typical Printing Process | Printing Dyes, Auxiliaries & Technology
Sohel Hossain
B.Sc in Textile Engineering
The People’s University of Bangladesh
Email: [email protected]
Printing process:
Printing, like dyeing, is a process for applying color to a substrate. However, instead of coloring the whole substrate (cloth, carpet or yarn) as in dyeing, print color is applied only to defined areas to obtain the desired pattern. This involves different techniques and different machineries with respect to dyeing, but the physical and chemical processes that take place between the dye and the fiber are analogous to dyeing.
A typical printing process involves the following steps:
Color paste preparation:
When printing textiles, the dye or pigment is not in aqueous liquor, instead, it is usually finely dispersed in a printing paste, in high concentration.
Printing:
The dye or pigment paste is applied to the substrate using different techniques, which are discussed below.
Fixation:
Immediately after printing, the fabric is dried and then the prints are fixed mainly with steam or hot air (for pigments). Note that intermediate drying is not carried out when printing carpets (too much energy would be needed for removing the highly viscous liquor).
After-treatment:
This final operation consists in washing and drying the fabric (it is not necessary when printing with pigments or with other particular techniques such as transfer printing process).
When describing the different printing techniques, a distinction should be made between printing with pigments, which have no affinity for the fiber, and printing with dyes (reactive, vat, disperse, etc.).
Printing with pigments:
Pigment printing has gained much importance today and for some fibers (e.g. cellulose fibers) is by far the most commonly applied technique. Pigments can be used on almost all types of textile substrates and, thanks to increased performance of modern auxiliaries; it is now possible to obtain high-quality printing using this technique.
Pigment printing pastes contain a thickening agent, a binder and, if necessary, other auxiliaries such as fixing agents, plasticizers, defoamers, etc.
White spirit-based emulsions, used in the past as thickening systems, are used only occasionally today (mainly half-emulsion thickeners). More information regarding the characteristics of the auxiliaries used can be found in Section.
After applying the printing paste, the fabric is dried and then the pigment is normally fixed with hot air (depending on the type of binder in the formulation, fixation can also be achieved by storage at 20°C for a few days). The advantage of pigment printing is that the process can be done without subsequent washing (which, in turn, is needed for most of the other printing techniques).
Printing with Dyes:
Printing paste preparation:
The process traditionally starts with the preparation of the paste. Compared to pigment printing, the composition of the pastes is more complex and variable, being determined not by the dye used, but by the printing technique, the substrate, the application and the fixation methods applied.
Apart from the dye, printing pastes contain a thickening agent and various other auxiliaries, which can be classified according to their function as follows:
- Oxidizing agents (e.g. m-nitrobenzenesulphonate, sodium chlorate, hydrogen peroxide)
- Reducing agents (e.g. sodium dithionite, formaldehyde sulphoxylates, thiourea dioxide, tin(II) chloride)
- Discharging agents for discharge printing (e.g. anthraquinone)
- Substances with a hydrotropic effect, like urea.
- Dye solubilisers, which are polar organic solvents like glycerine, ethylen glycol, butyl glycol, thiodiglycol, etc.
- Resists for reactive resist printing (e.g. sulphonated alkanes).
- Defoamers, (e.g. silicon compounds, organic and inorganic esters, aliphatic esters, etc.).
All the necessary ingredients are metered (dosed) and mixed together in a mixing station. Since between 5 and 10 different printing pastes are usually necessary to print a single pattern (in some cases up to 20 different pastes are applied), in order to reduce losses, due to incorrect measurement, the preparation of the pastes is done in automatic stations. In modern plants, with the help of special devices, the exact amount of printing paste required is determined and prepared in continuous mode for each printing position, thus reducing leftovers at the end of the run.
It is common practice in many printing houses to filter the printing pastes before application, using for example a filter cloth. This operation is especially important for thickeners to prevent free particles from blocking the openings of the screens.
Printing (paste application):
After preparation, the paste is applied to specific areas of the textile using one of the following techniques:
- Direct printing (which also includes digital and transfer printing)
- Discharge printing
- Resist printing.
In the case of direct printing the dye is applied to specific areas of a pretreated textile substrate, which can be white or pre-dyed (in light colors).
It is possible to speak of discharge printing, if in the fixation process that follows the application of the printing paste there is local destruction of a dye applied previously. If the etched (discharge), previously dyed area becomes white, then the process is called white discharge. If, on the contrary, a colored pattern has to be obtained in the etched area after the destruction of the previously applied dye, then the process is called colored discharge. In this case the printing paste must contain a reduction-resistant dye along with the chemicals needed to destroy the previous one. As a result the pre-dyed background is destroyed according to a pattern and the dye, which is resistant to reduction, takes its place.
In the case of resist printing, a special printing paste (called «resist») is printed onto certain areas of the fabric to prevent dye fixation. In the case of physical resist the material is printed with a difficult-to-wet resin that inhibits the penetration of a dye applied in a second stage. On the other hand, with a chemical resist, dye fixation is prevented by a chemical reaction. Depending on the way the process is carried out, one can speak of pre-printing, intermediate or over-printing resists. One common procedure is the wet-on-wet process in which the resist paste is initially printed, and then the material is overprinted with full cover screen and finally fixed and washed. Over-printing resists can be applied only if the dye, already present in the previously dyed and dried fabric, is still in its unfixed form, as in the case of developing dyes.
The difference between transfer printing and the techniques described earlier is that with this technique the surface of the fabric is not directly printed. Instead, the pattern is first created on an intermediate carrier (e.g. paper) using selected disperse dyes and then it is transferred from there to the fabric. The dye is usually fixed by placing the printed paper in contact with the fabric into a thermal pressure system. Under the influence of the heat the dye sublimates and diffuses from the carrier into the fiber of the textile substrate. There is no need for further treatment such as steaming, washing, etc. This technique is applied for polyester; polyamide and some acrylic fibers, using selected disperse dyestuffs according to the specific type of fiber.
Fixation:
After printing, the fabric is dried. Water evaporation leads to an increase in dye concentration and at the same time prevents the colors from smearing when the fabric is transported over the guide rollers. At this stage the dye is not yet fixed.
The aim of the subsequent fixation step is to transport as much as possible of the dye, which is retained by the thickener, into the fibers. This is especially important with dyes, such as vat dyes, for example, those are printed in the insoluble form and are converted into the corresponding soluble state only after reaction with the reducing agents during the fixation process.
Fixation is usually carried out with steam. Water vapor condenses on the printed material, swells up the thickener, heats the print and provides the necessary transport medium for the diffusion of the dye. The distribution of the dye between fiber and thickener is an important factor in determining the fixation degree of the dye, which is called the “retaining power” of the thickener. The thickener, in fact, is often composed of polysaccharides and therefore competes with cellulose in retaining the dye. This is the main reason why the fixation rate of a given dye is 10 % lower in printing than in dyeing.
After-treatment:
The last step of the printing process consists in washing and drying the fabric. When printing with insoluble dyes such as vat dyes this operation also serves as a means to re-convert the dye to the original oxidized state. In this case, after an initial rinsing with cold water, the printed material is treated with hydrogen peroxide. The process is completed with a soap treatment with sodium carbonate at the boiling point.
As already explained, washing is not necessary with pigment printing and transfer printing. This holds for any dyeing/ printing system where thickeners are not needed and where the dyestuff is (nearly) completely fixed (e.g. printing carpet tiles with digital jet printing techniques, see Section).
Printing Auxiliaries:
Auxiliaries for dye printing:
Thickening agents:
Thickening agents are essential components of printing pastes. They are responsible for preventing capillary flow between the threads of the fabric, thus inhibiting dye diffusion. Oil/water emulsions, used in the past as thickeners, have now been largely replaced by formulations similar to those used for warp sizes. Standard components of modern thickeners include natural polysaccharides, both unmodified and chemically modified (e.g. seed derivatives, starch degradation products, alginates) and fully synthetic polymers (mainly based on polyacrylic acid). Thanks to the improvements made in the characteristics of the starting materials, thickening agents are now supplied almost exclusively in cold-soluble form.
Auxiliaries for pigment printing:
Thickening agents:
Water-in-oil emulsions were widely used in the past as thickeners. They contained up to 70% of white spirit (mixture of aliphatic hydrocarbons with C12-C50 chain length), which resulted in emissions of volatile organic carbon in the exhaust air from drying and curing ovens. Half-emulsion printing pastes (oil in water) are only occasionally employed today. Nevertheless, modern thickeners can still contain approximately 10% of mineral oils, which are ultimately found in exhaust air. New generation thickeners have been developed which do not contain any volatile solvents. They are supplied in the form of non-dusting granules.
Binders:
The pigment has no affinity for the fiber. Therefore, in order to coat the pigment and protect it from mechanical abrasion, a binder is added to the printing paste. Binders are in general self-cross-linking polymers which reticulate during the fixation step. They are supplied as aqueous polymer dispersions, based mainly on acrylates and less commonly on butadiene and vinyl acetate.
Fixing agents:
Additional fixing agents are sometimes necessary to enhance the level of wet-fastness, especially with smooth fibers such as PES. Melamine-formaldehyde condensates are used for this purpose. In order to reduce the consequent formaldehyde emissions, modified compounds of the same chemical type, but with low formaldehyde content, are now common.
Plasticizers:
Plasticizers are mainly silicones or fatty acid esters, which are used to improve the dry rubbing fastness and give a smooth dry handle to the fabric.
Emulsifiers:
In high- and low solvent pigment printing pastes, the emulsifiers serve to stabilize the solvent (white spirit). In solvent-free pigment printing they are used to prevent agglomeration of the pigment, screen blocking and separation of components of the print paste [186, Ullmann’s, 2000]. Non-ionic surfactants such as aryl- and alkyl polyglycol ethers are the most commonly used for this purpose.
Printing Technology:
A variety of different machines can be used for printing fabrics.
The Rotary-screen printing machine is described below:
Rotary-screen printing:
Rotary-screen printing machines use the same principle of Flat-screen. Flat-screen and rotary-screen printing are both characterized by the fact that the printing paste is transferred to the fabric through openings in specially designed screens. The openings on each screen correspond to a pattern and when the printing paste is forced through by means of a squeegee, the desired pattern is reproduced on the fabric. A separate screen is made for each color in the pattern.
But instead of flat screens, the color is transferred to the fabric through lightweight metal foil screens, which are made in the form of cylinder rollers. The fabric moves along in continuous mode under a set of cylinder screens while at each position the print paste is automatically fed to the inside of the screen from a tank and is then pressed through onto the fabric. A separate cylinder roller is required for each color in the design.



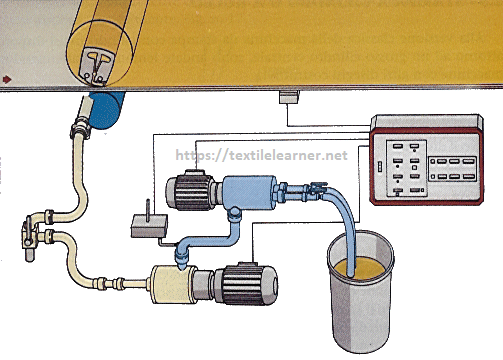
Printing-paste feeding system:
A conventional paste feeding system for rotary-screen printing machines is represented in below Figure. A suction pipe leads from the paste vat to a pump, from where a printing hose leads to the squeegee (dye pipe with squeegee). From here the paste is directed inside the cylinder roller. The fill volume of this so-called printing paste input system is quite high and as a consequence the amount of paste residue that has to be removed at each color change is also fairly significant. Various systems have been introduced in order to lower the volume configuration of this equipment, which also reduces the amount of such wastes. Another possibility, which has also already been implemented in some companies, is to recover and re-use these residues for making up new recipes.
Printing paste washing device:
Rotary-screen printing machines are equipped with both gluing and washing devices. In both machines the continuous rubber belt, after pulling away the fabric, is moved downward in continuous mode over a guide roller and washed with water and rotating brushes to remove the printing paste residues and the glue, if necessary. After this, the belt is sent back to the gluing device. In some cases the glue is applied in liquid form by a squeegee, while in other machines the belts are pre-coated with thermoplastic glues. In this case the textile is heated and then it is squeezed by a roller or simply pressed against the rubber-coated belt, causing the glue to soften and instantly adhere.
After printing process, the screens and the application system are washed out. It is common practice to squeeze the color from the screens back into the printing paste mixing containers before washing them.
The belt is washed in order to remove the residues of paste and adhesive. Not only the belt, but also the screens and the paste input systems (hoses, pipes, pumps, squeegees, etc.) have to be cleaned up at each color change.
Standard Features:
Printing machines equipped with up to 24 print heads in standard printing widths from 1650 up to 3250mm, special machine widths and lengths available upon request.
Fabric infeed units equipped upon our customers demands, for woven and/or knitted fabrics, for one or two webs, from pile or roll. Web guiding units supplied by leading European manufacturers.
Unique and well proofed FP²S-printheads as part of the FP²S-New rotary screen printing machine:
a) Screen handling alternatively in open bearing system: common assembly of screen, squeegee and magnet rod.
 b) Or in closed bearing system: closed and locked repeat gear bearing and sidewise extraction of the squeegee.
b) Or in closed bearing system: closed and locked repeat gear bearing and sidewise extraction of the squeegee.
 c) Magnet squeegee system to meet all demanding and precise requirements in today´s competitive marketplace.
c) Magnet squeegee system to meet all demanding and precise requirements in today´s competitive marketplace.

d) Stable, corrosion protected and self cooling magnet beams, current controlled for constant magnetic force all over the printing process.
 e) Extremely reliable repeat gears with corrosion proof long life bearing.
e) Extremely reliable repeat gears with corrosion proof long life bearing.
 f) Easy-changing adaptor rings for all other repeat sizes than 640mm, available for all available endring systems.
f) Easy-changing adaptor rings for all other repeat sizes than 640mm, available for all available endring systems.

g) Efficient, water saving blanket washing unit using recycled water for precleaning and fresh water for final rinsing only.
h) Highly efficient and reliable pneumatic diaphragm pumps for automatic paste supply into the screens, workable for a wide range of dyestuff and viscosities.
i) Modular, energy saving 3-pass-dryer, either gas-, steam- or thermo-oil-heated with inverter controlled circulation and exhaust fans. Easy maintenance through removable sieves and slewable nozzle boxes.
j) Plaiting device.
Rotary screen printing table:
Comprising of a suitably fabricated steel Base-frame structure retaining the following:-
- A Multi-Ply Printing Blanket, complete with Tensioning Beams and Blanket Support Rails.
- Printing Head/Carriage Guide Runner Rails arrangement
- Printing Head/Carriage Variable Speed Drive system.
- Stainless Steel Splash-Guards.
- Guttering arrangement to Drains for Washing-off purpose.

Volume minimization of printing paste supply systems in rotary screen printing machines:
A typical printing paste supply system for textile rotary screen printing machines is illustrated in below Figure. The volume depends on the diameter of the pipes and squeegee as well as on the pump design and the length of the pipes.
Printing paste supply systems, of which there may be up to 20 per printing machine, have to be cleaned at each change of color or pattern and a considerable amount of printing paste finds its way into the waste water. For fashion patterns, a typical number of different colors per design is 7 to 10. Typical system volumes in conventional and optimized printing paste supply systems for textiles are shown in Table. Note that the figures given in this section are not applicable to carpet rotary screen printing (the screens in carpet rotary screen printing are much bigger – 5 – 6 m width – and the volumes of printing paste to be delivered are much higher than in most textile printing applications).
| Printing width (cm) | Conventional system (liters) | Optimized system (liters) |
| 164 | 5.1 | 2.1 |
| 184 | 5.2 | 2.2 |
| 220 | 5.5 | 2.3 |
| 250 | 5.8 | 2.4 |
| 300 | 6.2 | 2.6 |
| 320 | 6.5 | 2.7 |
| Notes: Including pipes, pump and squeegee | ||
Table: Volume of conventional and optimized printing paste supply systems in rotary screen printing machines for textiles
Recovery of printing paste from supply system in rotary screen printing machines:
This technique allows the recovery of the printing paste remaining in the supply system in rotary screen printing machines at the end of each run. Before filling the system, a ball is inserted in the squeegee and then transported by the incoming paste to its end. After finishing a print run, the ball is pressed back by controlled air pressure, pumping the printing paste in the supply system back into the drum for re-use. The technique is illustrated in the figure below, showing the ball during the phase in which the pump is transporting the paste back to the drum.

You may also like:
- Digital Textile Printing Technology: Evolution, Progression and Techniques
- What is Roller Printing | Common Defects of Roller Printing
- Wet Transfer Printing Method | Steps of Wet Transfer Printing Process
Founder & Editor of Textile Learner. He is a Textile Consultant, Blogger & Entrepreneur. Mr. Kiron is working as a textile consultant in several local and international companies. He is also a contributor to Wikipedia.






This Services is Good.