
Sustainable Dyeing Methods in Textile Industry
Pallavi Sunil Gudulkar
Department of Textiles (Textile Chemistry)
DKTE’S Textile & Engineering Institute, Ichalkaranji, India
Intern at Textile Learner
Email: [email protected]
Introduction:
The textile industry is the second most polluting industry in the world. Synthetic dyes contribute to a major part of this pollution, with nearly 20 percent of global water pollution being linked to the textile dyeing processes. The main contributors to this problem are the use of non-biodegradable petroleum-based colorants to dye textiles, the use of toxic agents to fix colorants on the textiles, and the release of large proportions of these colorants and fixation agents into the surrounding ecosystem. The contaminated wastewater discharged out after dyeing process contains huge amount of chemical substances which has negative impact on environment. Conservation of water resources and the environment have become key issues of concern in textile manufacturing. Sustainable dyeing innovations can help reduce water usage, replace wasteful practices with efficient and cost-effective ones, and minimize the impact on our ecosystems. New sustainable advancements that enhance the dye ability are ultrasound, ozone, plasma, ultraviolet, gamma illumination, laser, microwave, particle implantation, air-dye and other waterless technologies.
Sustainable Dyeing Process in Textile Industry
1. Exhaust Dyeing
Exhaust dyeing process is also termed as batch, discontinuous, direct or coordinate dyeing. Direct dyeing involves the direct application of dye to fabric without the help of any fixing agents. This process is so called exhaust because the dye molecules slowly get transferred from a comparatively large volume dye bath to the substrate or material that is to be dyed. The exhaust dyeing process is used for staple fiber dyeing. Yarn and fabric could be dyed by exhaust dyeing method. Dye solution or dye bath is produced by dissolving the dyestuff according to required liquor ratio. Then textile material is immersed in to the dye first solution. Initially the surface of the fiber is dyed when dyes contact with the fiber, then the dyes are entered in the core of fiber. Proper temperature and time are maintained for diffusion and penetration of dyes molecule in the fibers core.
Steps involve with exhaust dyeing:
- First stage (dissolving and dispersion of the dye)
- Second stage (adsorption)
- Third stage (Diffusion)
- Fourth stage (migration)

2. Continuous Dyeing
Continuous dyeing process typically consists the following. Dye application, dye fixation with heat or chemicals and finally washing. Various sequential operations are used for the continuous dyeing of fabric. An initial padding stage is common to all sequences. It involves immersion of the fabric in the dye liquor contained in a trough of minimal volume, which is kept constantly replenished from a stock tank. A liquor ratio is as low as 1:1 may be used; in general, low-substantivity dyes are used in continuous dyeing process. Next, the fabric passes in open width through a ‘nip’. The nips are the padding mangle, in which heavy rollers (called bowls), pressed closely together along their length, and are rotated in opposite directions to carry the fabric through the system at a constant speed, squeezing out the superfluous dye liquor. Heavier fabrics are passed through two consecutive troughs and a second nip, using a three-bowl mangle.

Continuous dyeing has been found to be most suitable for woven fabrics. Mostly continuous dye ranges are designed for dyeing blends of polyester and cotton. Sometimes Nylon carpets are also dyed in continuous processes, but the design ranges for them is unlike that for flat fabrics. Warps are also dyed in continuous process. Very good examples of such warp dyeing are long chain warp dyeing and slasher dyeing using indigo.
Few continuous dyeing processes includes pad-stream process, pad-dry process and thermosol process.
2.1 Pad-Steam
Pad Steam dyeing is a procedure of steady coloring in which the texture in open width is padded with dyestuff and is then steamed. It’s an ideal dyeing machine for reactive dyeing. Light, pale and medium shades can be dyed in this machine. Continuous roller steamer is used for diffusion of reactive, vat, sulphur dyes and direct dyes into cellulosic fibers in an atmosphere of heat and moisture that is created by saturated steam injected into the steamer.
You may also like: Problem of Dyes on Environment and Way to Reduce
2.2 Pad-Dry
In this process fabric is padded in a padder with reactive dye in presence of an alkali then padded fabric is passed through a squeezing roller into a dryer. As a dryer cylinder, stenter etc. may be used. During drying due to higher temperature fixation of dye in fiber increases and at the same time water is removed by evaporation. After drying fabric is washed in a washing machine to remove unfixed dye.
2.3 Thermosol
This method is continuous method of dyeing with disperse dye. Here dyeing is performed at high temperature like 180-220◦C in close vessel. In this process time of dyeing should be maintained very carefully to get required shade and to retain required fabric strength.

3. Semi-continuous Dyeing
In the process of semi-continuous dyeing that consists of pad-batch, pad-jig, pad-roll the fabric is first impregnated with the dye-liquor in, what is called a padding machine. Then it is subjected to batch wise treatment in a jigger. It could also be stored with a slow rotation for many hours. In the pad-batch this treatment is done at room temperature while in pad-roll it is done at increased temperature by employing a heating chamber. This helps in fixation of the dyes on to the fiber. After this fixation process, the material in full width is thoroughly cleansed and rinsed in continuous washing machines. There is only one point of difference between Continuous and semi-continuous dyeing process is that in semi-continuous dyeing, the dye is applied continuously by a padding. The fixation and washing remaining discontinuous. Liquor ratio in semi-continuous dyeing is not of much importance and is not taken as a parameter. Some of semi-continuous dyeing processes include pad-roll process, pad-jig process and pad-batch process. One of the widely used techniques for semi-continuous dyeing process is the Pad Batch Dyeing a schematic diagram is given here for the semi-continuous dyeing process.

Pad batch process
It is mainly used in the dyeing of cellulosic fiber like cotton or viscose (knit and woven fabric) with reactive dyes. Pad batch dyeing is a textile dyeing process that offers some unique advantages in the form of versatility, simplicity, and flexibility and a substantial reduction in capital investment for equipment. It is primarily a cold method that is the reason why it is sometimes referred to as the cold pad batch dyeing.
4. Electrochemical Dyeing
The main ecological impact of vat dyeing today is the use of dyeing auxiliaries and reducing agents, which end up in the waste water after their use in the dyeing process. Electrochemical dyeing is one alternative to overcome these problems and increase the attractiveness of vat dyeing. In principle for this process the reducing agent is replaced by electrons from the mains helping to achieve a wastewater-free process. Additionally, the vat dyeing process can be monitored and steered by measuring the redox potential in the liquor. This positively influences the quality and cost of the process. There are two techniques by which electrochemical dyeing can be done: direct or coordinate electrochemical coloring and indirect electrochemical coloring.
You may also like: Natural Dyes: Properties, Classification and Production
4.1 Coordinate electrochemical coloring
In occurrence of direct electrochemical dyeing procedure, natural dyestuff has been specifically lessened by dye and cathode contact. The dye solution is reduced by utilizing the regular reducing agents and afterwards entire color reduction is accomplished by an electrochemical procedure for completing reduction process which encourages the enhanced steadiness of the reduced color.
4.2 Indirect electrochemical coloring
Here, the dye isn’t decreased at the terminal. A reducing agent is included that decreases the color in a regular way thus gets oxidized after color reduction. The oxidized reducing operator is therefore decreased at the cathode surface, which is then further accessible for color reduction. This cycle is consistently done at the time of coloring operation.

5. Foam Dyeing
Foam dyeing is an attractive alternative to traditional dyeing methods due to the potential environmental benefits and supply chain savings. The main dyeing element in this process is foam, using air instead of water to carry the chemistry or dye onto the fabric. Foam is the key factor in foam dyeing process. Foams are formed using foaming agents and usually foam is mainly obtained from aqueous solution which is then spread on the textile material. These agents must produce foam instantly, should not get affected by temperature, quick wetting process and ability to stabilize itself. Foam may be of dispersion foam or condensation foam. Dispersion foam is mixing of gas with the liquid while condensation foam is producing gas within the liquid physically or chemically.

The continuous methods of foam dyeing have the following steps:
- Foam generation.
- Foam application to the substrate.
- Foam distribution with simultaneous drainage and diffusion of the liquid into the substrate Foam collapse and release of active substance.
- Fixation of the active substance.
Advantages
- Fixation of dye into fiber can be improved.
- Diffusion of dye into fiber can be enhanced.
- Stability of the fiber dyed obtained is high.
- Outcome is more in short time duration.
- Waste generation is less and energy saving process.
6. Microwave Technology
Mechanism
The fabric material is washed prior to dyeing. Hot water is added to the microwave container containing fabric material and dye powder is added to it. The container is closed and covered properly. Then the container is placed inside the microwave and treated at high temperature for few minutes. After that dye solution is added again and the process is repeated. Then the container is removed and cooled. The dye gets absorbed to the fiber leaving the cloudy water. Then water is filtered and the fabric is dried in shade. The main drawback in microwave dyeing technology is that uniform dyeing cannot be obtained and the depth of dyeing is also not even. coloring of fabric material occurs but most of the dye stays in water only and is washed out during rinsing process.

Advantages
- Dye-uptake and fixed percentage of the reactive dye can be improved.
- Salt and the alkali dosage in the dyeing bath get greatly reduced.
- The tensile strength of the fabric is retained.
7. Ultrasonic Wave Dyeing Technology
Mechanism
Cavitation occurs when ultrasonic waves are absorbed into the liquid system. This results in release of entrapped gases in the liquid medium such as the textile material or dye solution. The effect of ultrasound technology on dyeing process can be explained in three methods:
- Dispersion: Breaking of micelles and high molecular weight compounds to form uniform dispersion in the dye solution.
- Degassing: Release of entrapped gases from the fiber capillaries.
- Diffusion: Penetration of dye into the fiber material. Interaction occurs between the dye and fiber resulting in bond formation.

Advantages
- Energy saving process and temperature required is also low.
- Operating time and chemical usage are also less.
- Product quality can be improved.
- This method is suitable for water insoluble to hydrophobic dyes.
- It requires less processing cost.
You may also like: Textile Dyeing Process with Ultrasonic Waves
Disadvantages
- The main drawback of using ultrasonic wave technology in dyeing process is difficulty in producing uniform ultrasound waves and high intensity in a large vessel.
8. Plasma Technology
Plasma technology is mainly used for inducing surface modifications and also for enhancing the property of textile materials for increasing dyeing rates, for color improvement, diffusion and adhesion of coated dyes. The textile material to bicolored is placed inside the chamber and plasma is incited. The particles get generated and then interacts with the surface of the textile material. A thin nanometre sized film is formed on the surface of the material and the surface is structured with functional groups.
You may also like: Plasma Technology in Textile: A Step Towards the Green Environment
Advantages
- Chemical and Water discharge is less.
- color obtained is bright and durable.
- This method alters the surface of fiber than modifying inside the material.
- Effect on environment is very less.
Disadvantages
- This treatment produces harmful gases such as ozone and nitrogen oxides during operation.
- High cost of plasma device.
- Less availability.
- Requires skilled operator.
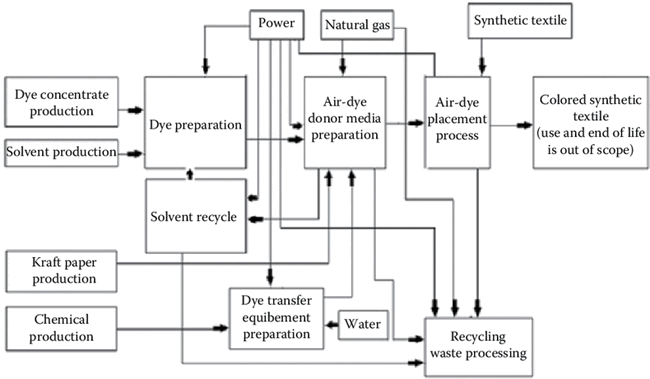
9. Air-Dye Technology
Textile wet processing industry is one of the highest water-consuming industries. 17-20% of today’s industrial pollution is the result of the textile coloring treatment, contributing to 72 toxic chemicals in water supplies, 30 of which are permanent processes. To reduce these water contaminations, a new technology called “Air-Dyeing” has been introduced.
Mechanism
This method does not require water for dyeing instead this employs air to enter into fibers. In this method, the fabric is first heated and then the dye is injected directly into the fibers in the form of gas. The outcome of this technology is more beneficial than any other conventional dyeing methods such as vat dyeing, cationic dyeing, etc. The color after dyeing process results in rich look and lasts for a longer period of time.
Advantages
- The Air-Dyeing uses 95% less water and 86% less energy than conventional fabric dyeing processes.
- Only 1% of Air-Dyed fabrics are damaged during this process.
- Highly flexible and maximum color durability is obtained.
- No post-treatment or finishing is required.
- Reduces the industry’s share of global warming by 84%.
The Air-Dye process radically reduces the environmental profile of the color application process while improving the use phase performance of the finished fabric. By removing the requirement of water at the point of color application, Air-Dye technology creates a significant opportunity to localize production for regions of the globe that lack the water resources traditional methods require. Because traditional processes require considerable energy to heat the water and dry the fabric, Air-Dye technology also significantly reduces the energy required at the point of color application. As Air-Dye technology matures, expect to see additional benefits from increased efficiency in power usage, power source, and the direct application of dye without a donor media. Air-Dye is a clear response to an increasing awareness of the environmental impacts associated with traditional dye application processes and a new technology for improving the process of coloration and decoration of textiles.
10. Supercritical Fluid Dyeing
Mechanism
The dye and fiber are added to the reaction vessel. The components present in a CO2 dyeing system are CO2 gas cylinder, pressure pump, temperature controller, vessel, heating and cooling system. The whole system is pressurized with CO2 up to 800 Psi. Continuous stirring is done with agitation speed of 1000 rpm. Temperature of about 180°C is maintained. Then pressure is raised to 3500 Psi and the system is maintained at these conditions for 2 hr. Finally, the pressure is released and dyed fiber is removed.
You may also like: Supercritical Fluid Dyeing and Its Advantages
Advantages
- No discharge of wastewater/contaminated water into environment.
- CO2 causes swelling of fiber thus enabling dyes to diffuse at faster rate.
- Energy required for dyeing process is low compared to other conventional methods.
- Drying process is not required after dyeing.
- Supercritical fluids cause no pollution, non-flammable and are nontoxic.
- Diffusion rate is comparatively higher.
11. Pigment Dyeing
Pigment dyeing is not coloring in the genuine sense as the shade sticks on the texture as a result of the binding agents. During the process of pigment dyeing, no real synthetic response happens between the dye and the texture. Rather, what happens is that the shades get situated on the texture with the assistance of binders. Pigments are not dissolvable in water and demonstrate no liking or affinity for fiber. Along these lines, regular dyestuff-based coloring conditions are not achievable for pigment dyeing. To overcome these drawbacks, another sort of colors has been detailed for use in fabric strands. These are kept up in a steady scattering in the medium of water by anionic surfactants. This sort of shade is known as pigment resin color (PRC), essentially utilized as a part of printing.
You may also like: Requirements of Dyes and Pigments and Their Differences
12. Ozone Technology for Dyeing
Ozone is a naturally occurring gas that has both beneficial and hazardous effect on the environment. It is mostly present in the stratosphere and protects the earth from harmful ultraviolet radiation entering it. It is a pungent smelling gas. Ozone gas can also be produced artificially by various methods such as Electrolysis, Corona discharge and UV radiation. Ozone is a strong oxidising pungent smelling gas. Ozone gas is helpful in surface modification and improving fiber durability through a process termed ozonation. The dyeing ability through ozonation process depends on factors such as pH, temperature, water level and ozone dosage level.
13. Bio-based Dyeing Technology
Conventional dyeing techniques have negative impact on environment though they result in rich colorful products. The presence of toxic chemicals, heavy metals and other hazardous substances affect humans who wear it. To overcome these issues, new technique namely “bio-based dyeing” has been developed with more benefits such as safe, eco-friendly, durable and also cost-effective. These dyes are also known as natural dyes. Plants, animals and microbes are used for this type of dyeing process. Compared to plants and animals, microbe-based dyeing is more effective with high efficiency. Downstream processing can be eliminated using bio-based dyeing technique. The dye is in liquid state and dyeing can be done in batch or continuous mode. The dyeing process depends on several parameters such as type of textile material, production conditions, requirement of product quality, etc.
References:
- Sustainable Dyeing Techniques by P. Senthil Kumar and P. R. Yaashikaa.
- Air-Flow Dyeing – an Eco-friendly water preserving fabric dyeing technology By Murugesh Babu K and Manasa Anekonda Department of Textile Technology and Research Centre, Karnataka.
- Dyeing process -Textilesite.
- http://www.geocities.ws/dyes_pigments/continuous-dyeing-process.html
You may also like: Nanobubble Technology: The Sustainable Eco-Friendly Textile Solutions
Founder & Editor of Textile Learner. He is a Textile Consultant, Blogger & Entrepreneur. Mr. Kiron is working as a textile consultant in several local and international companies. He is also a contributor to Wikipedia.






Thanks for sharing such important information.