
Last Updated: July 24, 2026
INTRODUCTION:
Polypropylene (PP) is the first stereoregular polymer to have achieved industrial importance. The fiber from Polypropylene were introduced to the textile arena in the 1970s and have become an important member of the rapidly growing family of synthetic fibers. Today Polypropylene enjoys fourth spot behind the “big three” fiber classes, i.e. polyester, nylon and acrylic. However, as opposed to other commodity fibers, its use as apparel and household textiles has been rather limited; the bulk of the fiber produced is used for industrial applications.
WHAT IS POLYPROPYLENE?
Polypropylene (PP) is a thermoplastic.
It is a linear structure based on the monomer CnH2n. It is manufactured from propylene gas in presence of a catalyst such as titanium chloride. Beside PP is a by-product of oil refining processes. 
 It is said that PP has an intermediate level of crystallinity between low density polyethylene (LDPE) and high-density polyethylene (HDPE); On the other hand, PP has higher working temperatures and tensile strength than polyethylene.
It is said that PP has an intermediate level of crystallinity between low density polyethylene (LDPE) and high-density polyethylene (HDPE); On the other hand, PP has higher working temperatures and tensile strength than polyethylene.
The first polypropylene resin was produced by Giulio Natta in Spain, although commercial production began in 1957.
MANUFACTURING PROCESS OF POLYPROPYLENE FIBER/FILAMENT:
Polypropylene chips can be converted to fiber/filament by traditional melt spinning, though the operating parameters need to be adjusted depending on the final products. Spunbonded and melt blown processes are also very important fiber producing techniques for nonwovens. As an example, the staple fiber production is shown in following figure.

Identifiers are shown with the figure. Additional comments and description are as follows:
- Extrusion: L/D=30, compression ratio=1:3.5
- Metering: one or more spinning gear pumps receives the molten polymer and sends it through the spinning pack to homogenize the product, feed the spinning pack at a constant rate, and prevent fluctuation due to screw extruder.
- Spinning: the spinning pack consists of three parts-filters, distributor (which distributes the molten polymer over to die surface) and the die. The diameter of the die varies from 0.5 to 1.5mm, depending on the denier required.
- Quenching: newly extruded filaments are cooled in a good “box” which will distribute 3 m3/min of cool air without damaging the filaments.
- Finishing: to improve antistatic and reduce abrasion.
- Hot Stretching: to enhance the physico-mechanical properties.
- Crimping: to improve the bulk.
- Thermosetting: it is a treatment in hot air or steam that removes the internal stresses and relaxes fibers. The resultant fibers are heat-set with increased denier.
- Cutting: fibers are cut into 20 to 120 mm length depending on whether they are intended for cotton or woolen system.
BIAXIALLY ORIENTED POLYPROPYLENE (BOPP):
When polypropylene film is extruded and stretched in both the machine direction and across machine direction it is called biaxially oriented polypropylene. Biaxial orientation increases strength and clarity. BOPP is widely used as a packaging material for packaging products such as snack foods, fresh produce and confectionery. It is easy to coat, print and laminate to give the required appearance and properties for use as a packaging material. This process is normally called converting. It is normally produced in large rolls which are slit on slitting machines into smaller rolls for use on packaging machines.
PROPERTIES OF POLYPROPYLENE FIBER:
FIBER STRUCTURE:
Polypropylene fibers are composed of crystalline and non-crystalline regions. The spherulites developed from a nucleus can range in size from fractions of a micrometer to centimeters in diameter. The a-axis of the crystal unit cell is aligned radially and the chain axis is homogeneously distributed in planes perpendicular to this radial direction. Each crystal is surrounded by non-crystalline material. Fiber spinning and drawing may cause the orientation of both crystalline and amorphous regions. If the extension is less than 0.5%, the spherulite deformation is elastic and no disruption of the structure occurs, otherwise spherulites are highly oriented in the direction of the force and finally are converted to microfibrils. These highly anisotropic microfibrillar structures lead to anisotropic fiber properties.

CRYSTALLINITY OF PP FIBER:
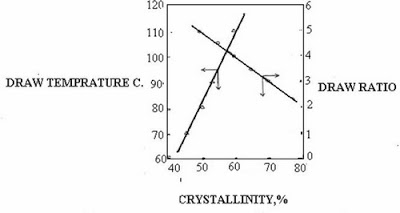
The degree of crystallinity of PP fiber is generally between 50-65%, depending on processing conditions. Crystallization occurs between glass transition temperature (Tg) and the equilibrium melting point (Tm). The crystallization rate of PP is fast at low temperature. It is reported that the crystallization rate decreases with increasing crystallization temperatures and also decreases with the increase of molecular weight as shown in Fig “3”. A paracrystalline structure with only 45% crystallinity resulting from immediate quenching after extrusion was observed. A significantly higher crystallinity of 62% was achieved when quenching further downstream of the die. Although the drawing orients the crystallites, it also might decrease the crystallinity as shown in Fig “4”, which is different from that of PET and PAN fibers.

PHYSICAL PROPERTIES OF POLYPROPYLENE FIBER:
| Tensile strength (gf/den) | 3.5 to 5.5 |
| Elongation (%) | 40 to 100 |
| Abrasion resistance | Good |
| Moisture absorption (%) | 0 to 0.05 |
| Softening point (ºC) | 140 |
| Melting point (ºC) | 165 |
| Chemical resistance | Generally excellent |
| Relative density | 0.91 |
| Thermal conductivity | 6.0 (with air as 1.0) |
| Electric insulation | Excellent |
| Resistance to mildew, moth | Excellent |
THERMAL PROPERTIES:
Polypropylene fibers have a softening point in the region of 140°C and a melting point at 165°C. At temperatures of -70°C or lower, PP fibers retain their excellent flexibility. At higher temperature (but below 120°C) PP fibers nearly remain their normal mechanical properties. PP fibers have the lowest thermal conductivity of all commercial fibers. In this respect, it is the warmest fiber of all. The thermal conductivity of common textile fibers is shown in the following Table.
Table: Thermal Conductivity of textile fibers
| Material | Thermal Conductivity |
| Air | 1.0 |
| PP | 6.0 |
| Wool | 6.4 |
| Acetate | 8.6 |
| Viscose | 11 |
| Cotton | 17.0 |
DYEABILITY:
The dyeability of fibers is controlled by both chemical and physical properties. Fibers that have polar functional groups in their molecular repeat units can more easily be dyed. These polar groups may serve as active sites for combination with dye molecules by chemical bonds. Since PP molecular chains have no polar functional groups, the dye molecules cannot be chemically attracted to the fibers. The dye molecules cannot even be strongly adsorbed by the fiber surfaces because of their hydrophobic properties. Therefore, these adsorbed molecules, which interact with the fiber surface by weak van der Waal’s force, are easily washed away. In addition, PP fiber has relatively high crystallinity (50-65%), which partially attributes to its very low dyeability.
Fiber modifications have been investigated to make polypropylene dyeable this includes copolymerization to provide dyesites along the macromolecular chain and blend with dyeable polymers. Baumann has reviewed the attempts by several researchers to improve polypropylene dyeability. The method of grafting chloromethylstyrene has been introduced. In addition, the method of blending a polyethyleneimine compound with polypropylene was described briefly. Bromination of polypropylene fibers was reported to give PP fibers an affinity for basic dyes. These methods have, owever, generally led to the significant decrease of the desirable physical properties of polypropylene fibers.
In recent years, surface modification of hydrophobic fibers by plasma treatment has opened up new possibilities in this field. Functional groups can be introduced onto the surface of PP fibers by special gas plasma treatment or plasma polymerization. The polar layer on the fiber surface improves the wettability and the affinity of the fiber surface for water and water-soluble dye molecules. After reaction with the functional groups, which are introduced by plasma treatment, dye molecules are fixed onto the fiber surface. Because plasmas do not interact with the inner part of the fiber, this technique may not greatly influence the mechanical properties of the treated fiber.
OTHER PROPERTIES OF PP:
In general, polypropylene fiber has excellent chemical resistance to acids and alkalis, high abrasion resistance and resistance to insects and pests. PP fiber is also easy to process and inexpensive compared to other synthetic fibers. Its low moisture absorption helps aid the quick transport of moisture.
ADVANTAGES OF POLYPROPYLENE FIBERS:
- Polypropylene is a light fiber, its density (.91 gm/cm³) is the lowest of all synthetic fibres.
- It does not absorb moisture. This means the wet and dry properties of the fibre are identical. Low moisture regain is not considered a disadvantage because it helps in quick transport of moisture as is required in special applications like babies’ ever-dry nappies.
- It has excellent chemical resistance. PP fibres are very resistant to most acids and alkalis.
- The thermal conductivity of PP fibre is lower than that of other fibres and may be used in applications as thermal wear.
DISADVANTAGES OF POLYPROPYLENE FIBERS:
The main drawbacks of PP fibers are listed below:
- Low melting temperature which prevents it from being ironed like cotton, wool, nylon etc.,
- Hard to be dyed after manufacturing, except after substantial treatment and modification,
- High crystallinity and poor thermal conductivity lead to limited texturizability. [Drawn polypropylene requires a contact time of 2 seconds in the heater compared to PET (POY) which requires only 0.4 seconds]
- Poor UV and thermal stability which requires addition of expensive UV stabilizers and antioxidants to overcome this problem,
- Poor resilience compared to PET and Nylon,
- Creeping due to its low Tg(-15 to -20°C),
- Poor adhesion to glues and latex, and
- Flammable which melts and burns like wax.
USES / APPLICATIONS OF POLYPROPYLENE FIBERS:
Because of its superior performance characteristics and comparatively low-cost, polypropylene fiber finds extensive use in the nonwovens industry. PP is a very important fiber in nonwoven processing and dominates in many nonwoven markets. The main application areas include: nonwoven fabrics (refer to Table), particularly absorbent product coverstock markets, home furnishings and automotive markets.

Table: Application of Polypropylene Nonwoven fabrics.
| Application | Fiber Grade | Industry |
| Cigarette Filter | Staple fiber 3 denier | Cigarette |
| Technical filters | Staple fiber 5 denier, needle punched nonwoven | Wet filtration, excellent, chemical resistance, used in water, milk, bear, paints, coatings, petrochemicals, pharmaceuticals, filtration |
| PP woven socks | PP film fiber, with 10-15% LDPE to reduce fibrillation and cost | Fertilizers, flour, wheat, sugar, cement |
| Ropes and Twines | PP film and fiber | Agriculture |
| PP bale warp | Spun Bonded PP | Synthetic fibers |
| PP tapes | High modulus PP obtained by increasing draw ratio | Construction material like asphalt and concrete |
| PP construction / industry fabrics | Filling grade and staple fiber | Construction materials like asphalt and concrete |
| Substrate fabrics | Nonwoven needle punched 3-4 denier staple fibers | Furniture fabrics as backing material for visual furniture fabrics, it serves as reinforcement. Also used for wall covering, luggage, table-clothes, tarpaulins, and automobile |
| Outdoor Applications | Heavy deniers containing stabilizers, UV absorber, etc. | Sports |
| Non-electric fuses for initiating explosives | PP slit film tapes | Mining industry |
| Medical/Surgical disposable fabric | PP staple fiber nonwovens, Face masks | Hospital |
Below are some major PP fiber uses:
ABSORBENT PRODUCTS (Diapers):
Absorbent products are very important in the nonwovens business. Of the absorbent product applications, the baby diaper area is the largest volume user; however, applications in adult incontinence currently show the highest growth in recent years.
The major structural components of current diapers are.
- Top sheet (coverstock).
- Acquisition and/or transport or distribution layer.
- Absorbent core.
- Backsheet.
Secondary component materials are:
- Barrier leg cuffs.
- Elastomeric materials.
- Hot melt glues.
Current nonwoven materials used in topsheet applications include spunbonded polypropylene (usually produced on a multibeam system), SMS (spunbond/melt blown/spunbond) polypropylene composites and carded polypropylene thermal bonds. In some applications, thermally bonded bicomponent structures are being used.
Polypropylene spunbonded webs, treated to render them hydrophilic (or partially treated to make them hydrophilic in zones) have proved popular materials for coverstock applications, but they have not always been rated as soft as other materials, i.e., staple fiber-based thermally bonded polypropylene.
EPP MODEL AIRCRAFT:
Since 2001, expanded polypropylene (EPP) foams have been gaining in popularity and in application as a structural material in hobbyist radio control model aircraft. Unlike expanded polystyrene foam (EPS) which is friable and breaks easily on impact, EPP foam is able to absorb kinetic impacts very well without breaking, retains its original shape, and exhibits memory form characteristics which allow it to return to its original shape in a short amount of time. In consequence, a radio-control model whose wings and fuselage are constructed from EPP foam is extremely resilient, and able to absorb impacts that would result in complete destruction of models made from lighter traditional materials, such as balsa or even EPS foams. EPP models, when covered with inexpensive fibre glass impregnated self-adhesive tapes, often exhibit much increased mechanical strength, in conjunction with a lightness and surface finish that rival those of models of the aforementioned types. EPP is also chemically highly inert, permitting the use of a wide variety of different adhesives. EPP can be heat molded, and surfaces can be easily finished with the use of cutting tools and abrasive papers. The principal areas of model making in which EPP has found great acceptance are the fields of:
- Wind-driven slope soarers.
- Indoor electric powered profile electric models.
- Hand launched gliders for small children.
In the field of slope soaring, EPP has found greatest favor and use, as it permits the construction of radio-controlled model gliders of great strength and maneuverability. In consequence, the disciplines of slope combat (the active process of friendly competitors attempting to knock each other’s planes out of the air by direct contact) and slope pylon racing have become commonplace, in direct consequence of the strength characteristics of the material EPP.
REFERENCES:
- Richard G. Mansfield, “Polypropylene in the Textile Industry”, Plastics Engineering, June 1999, 30.
- Gilmore, T.F. Danis, H.A. and. Batra, S.K. ” Thermal Bonding of Nonwoven Fabrics”, Textile Progress. 26(2), p24-32, (1995).
- Baumann, H.P. ” The Mechanism of dyeing polypropylene”, American Dyestuff Reporter 79(1963) 527-529.
- Colin White, “Baby Diapers and Training Pants”, Nonwovens Industry, 30, Jan. 1999, 26-39.
- Manufactured fibre technology by V.B. GUPTA AND V.K. KOTHARI.
Author of this Article:
Jasimuddin Mandal
Government College of Engineering & Textile Technology,
Serampore, West Bengal, India.
Email ID: [email protected]
You may also like:
Founder & Editor of Textile Learner. He is a Textile Consultant, Blogger & Entrepreneur. Mr. Kiron is working as a textile consultant in several local and international companies. He is also a contributor to Wikipedia.





